 E-mail
E-mail Print
Print facebook
facebook twitter
twitter Linkedin
Linkedin google+
google+
1 Introduction
1.1 Smart Factory Development in Industry 4.0 era
Rapid changes in user demand, global attention to the growing human impact on the environment, and rising energy and support costs are driving business changes at faster rates and in more sustainable ways than ever before [1ŌĆō3]. Following dynamic and rapid developments of manufacturing technology, Internet-of-Things (IoT), data transformation technology, and artificial intelligence (AI) following Industry 4.0, the strategies of manufacturing enterprises have been transferred from traditional to Intelligent or Smart factories during the past few decades.
The smart factory was a technology initiative introduced by the German Government in 2010 that aimed to establish a common workshop to examine, test, and develop manufacturing techniques in a physical factory testbed [4]. Various smart factory terms describe smart manufacturing systems for the future of production [5], such as ubiquitous factories [6], real-time factories [7], factories of things [4], and future intelligent factories [8]. All the concepts of ŌĆ£smart factoriesŌĆØ are upcoming manufacturing technologies for intelligent manufacturing systems for future production developments.
Currently, manufacturing companies face challenges owing to diverse and complex manufacturing environments, such as shortened innovation and technology life cycles, and satisfy a wide range of consumer demands [9]. With the advancement of information and communication technology (ICT), digital transformation in industry is also accelerating. The key to the digital transformation of manufacturing companies is to transform them into or build smart factories. Therefore, a market that helps the digital transformation of manufacturing companies through smart-factory solutions has been formed and is growing rapidly.
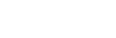
Smart factories, which include materials, machines, products, and people, can communicate and collaborate through industrial wireless networks to implement self-organization, and a massive amount of data can be uploaded to the cloud and processed using expandable storage spaces, and powerful computers to implement system-wide coordination [9,10]. Furthermore, future smart factories will be extremely advanced and automated using AI, IoT, robotics, and cloud computing based on hyper-connectivity, which will be much faster and more secure at the cellular, linear, and factory levels. Consequently, all physical tasks are replaced by robots rather than human workers. In addition, smart factories with high productivity and efficiency will have a more compact scale and the manufacturing ecosystem will change into a localized manufacturing infrastructure. However, this does not imply that humans will not be involved. Instead, highly trained operators will manage and make decisions in each smart factory process. Moreover, with the development of mixed reality (MR), IoT, and digital twin (DT) technologies, the operators in charge will not be in the factory but will make decisions remotely, as shown in Fig. 1.
However, not only major global companies but also most small and medium-sized enterprises (SMEs) still lack the experience and resources to implement smart factories [11ŌĆō18]. Implementing a smart factory requires a large amount of money, and this problem is particularly serious for small- and medium-sized manufacturers. Therefore, companies cannot carelessly invest money in making factories smart, which is also why it is not easy for manufacturing companies to build smart factories or upgrade their current manufacturing sites to ŌĆ£smartŌĆØ ones [12,19ŌĆō22]. Therefore, strategic investments based on quantitative evaluation indicators are required to build smart factories.
1.2 Environmental, Social, and Governance (ESG) Evaluation for Investing Companies
While the ultimate goal of current companies is to pursue maximum profits, interest in sustainable development that prioritizes the safety and future of humankind is attracting attention [23,24]. Therefore, companies are adopting ESG management methods centered on the environment, society, and people responsible for the future of human mankind, and the paradigm toward sustainable management that requires social responsibility is changing. ESG management has changed from an existing linear economic paradigm to a circular economy that emphasizes the use of resources that can be shared and reused by increasing resource efficiency. This will help achieve sustainability and give ESG-managed companies an advantage in terms of long-term competition for survival and prosperity [25].
To determine the value of investors and consumers, the major stakeholders of a company have recently moved to ESG management, which is required as an essential operational strategy element and not as an act of pursuing corporate value. Even before ESG, there were various types of value-pursuit activities, such as lean [26], eco-friendly [27], and corporate social responsibility (CSR) [28]. However, ESG has been recently strengthened as a form of regulation; accordingly, not only major companies but also their business partners are increasingly required to participate in ESG [29]. However, most known ESG regulations and management strategies are practical measures for high-level management activities. The environment, society, and governance are clear factors that are difficult to quantify and are not included in financial statements. It is possible to align ESGs with a companyŌĆÖs core values. In fact, it has become increasingly necessary to incorporate ESGs into corporate activities in recent times. In particular, manufacturing companies are becoming more important than other companies from an ESG management perspective. During the product production process, the problem of environmental pollution and the interests of workers are recognized as more important social issues, and this extends beyond the company itself to partner companies [30,31].
Although the importance of ESG practices is increasing throughout the manufacturing industry, SMEs that have no choice but to focus on the generation of profits for immediate survival, are poorly prepared for the introduction of ESG management. Moreover, these SMEs are in charge of low-value-added manufacturing and are distributed throughout the manufacturing industry, but there are not many known ESG countermeasures that can be directly introduced and practiced.
1.3 ESG Evaluation from the Point of View of a Smart Factory
The manufacturing industry, which transforms raw materials into parts or finished products, is disadvantageous in terms of ESG evaluation because it consumes a lot of energy and manpower throughout the entire process, and generates byproducts that cause environmental pollution. However, if a strategy is established by linking the key element technologies of smart factories (such as the innovation of lighthouse factories) with ESG evaluation indicators based on the recent 4th industrial revolution, it will be possible for manufacturing companies to manage ESG.
A lighthouse factory introduces advanced technology and future innovations in manufacturing, such as lighthouses in the sea [32]. By applying the core technologies of the 4th industrial revolution, such as AI, virtual reality/augmented reality (VR/AR), IoT, and data analysis, innovations in productivity, operational efficiency, customer-centered management, eco-friendliness, and ESG management can be achieved. However, because the World Economic Forum mainly selects lighthouse factories for large companies and tends to focus on cost reduction and productivity improvement based on expensive infrastructure investment, it is difficult to introduce SMEs with limited manpower and investment capacity. Companies which built factories by introducing an eco-friendly production system receive significantly higher ESG evaluation scores than manufacturing companies that do not; this constitutes an important factor associated with the continuous attraction of investments.
Thus far, ESG measurement activities have mainly been concerned with evaluation criteria and measures to secure good evaluation scores. Meanwhile, smart factory technologies have been mainly researched and developed in terms of productivity, and as the pressure on sustainable development increases, the development of related technologies, such as energy, environment, and resources, is also increasing; however, the data that have been analyzed in direct connection with ESG indicators have been limited. In this situation, it is important to analyze the correlation between smart factory technologies and ESG indicators to examine the current status and direction of future research and development.
In this study, the core elements of smart factory and ESG evaluation indicators were analyzed from the smart factory perspective by reviewing the literature on smart factory element technologies and ESG evaluations. In addition, although this is an important component of the ESG evaluation index, parts that were not reflected in the construction and operation of a smart factory were evaluated. Moreover, we present ESG evaluation factors to be considered in smart factory implementation and operation processes and suggest ways to attract corporate investment and maintain the advantages of a smart factory capable of producing high-quality and customized products through a sustainable, smart factory model.
This review paper examines the relationship between smart factories and ESG (Environmental, Social, and Governance) evaluation by analyzing a collection of more than 150 SCIE journal papers. The selection process involved identifying papers that contained keywords related to smart factory, as well as any keywords related to ESG evaluation indicators.
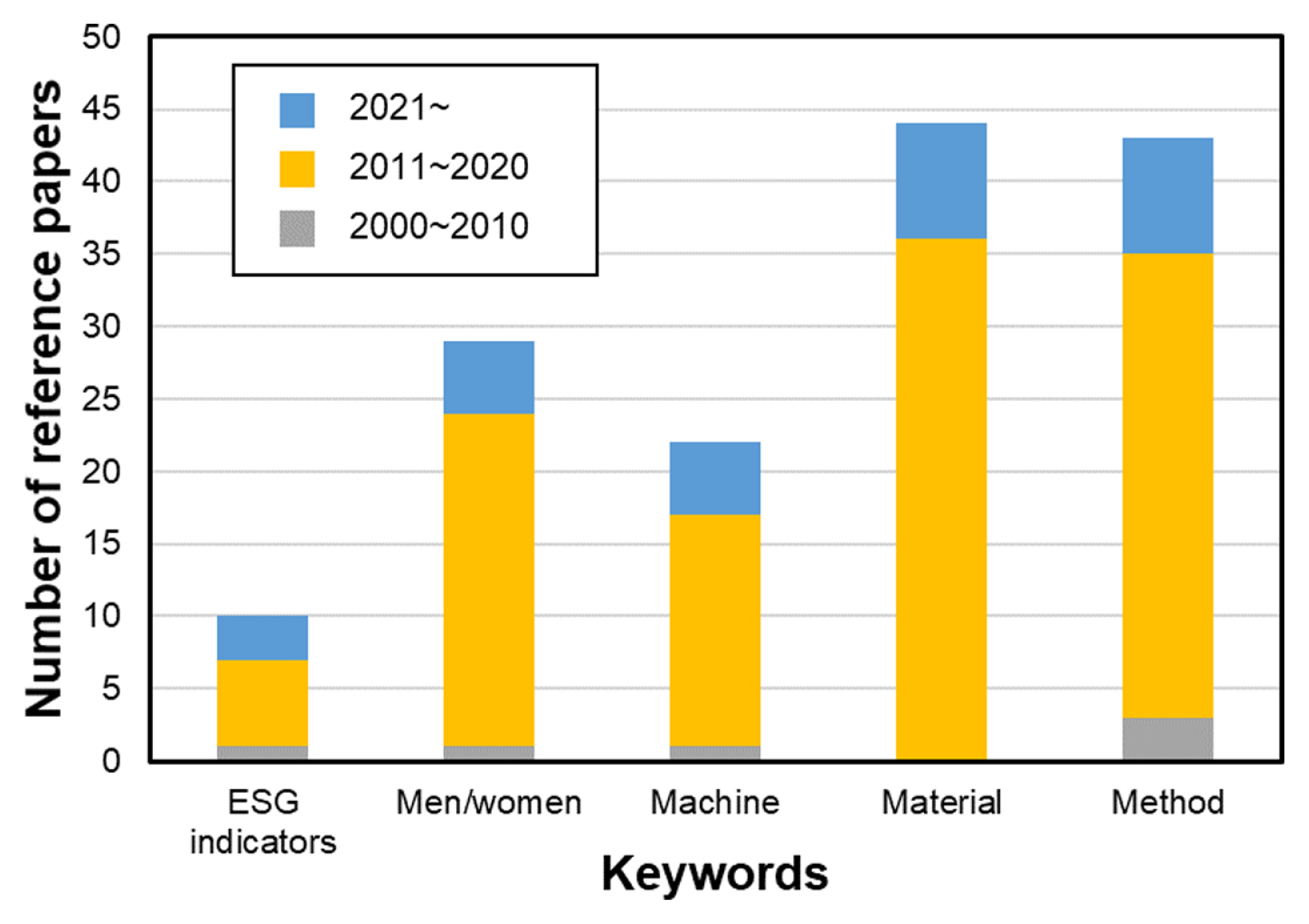
The timeframe for considering these references is limited to 2000 onwards, as smart manufacturing emerged in the mid-2000s. Fig. 3 illustrates the references reviewed in this paper, focusing on ESG indicators and core technologies of the smart factory. Through this review, it is evident that the number of related studies has experienced significant growth since 2011, surpassing the levels observed before 2010. Furthermore, based on this trend, it is anticipated that an even greater number of studies will be conducted in the field of smart factories with ESG evaluation after 2020.
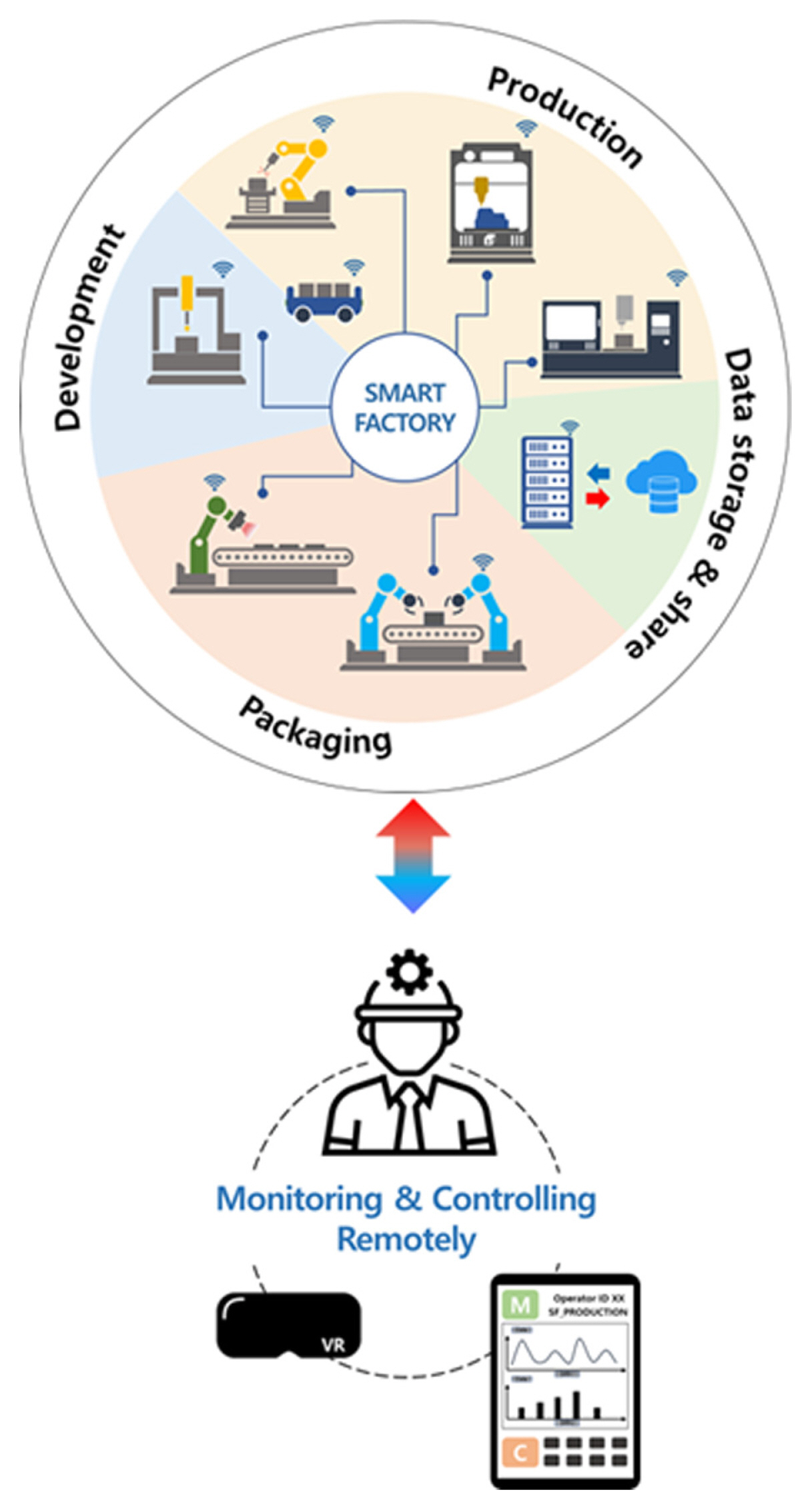
The remainder of this paper is organized as illustrated in Fig. 2. Definitions of the ESG indicators for a smart factory are summarized in Section 2. Existing technical papers on smart factory technologies after 2011 and their related ESG indicators are categorized and outlined in Section 3. In Section 4, the reviewed content is analyzed and perspectives on the challenges and opportunities of current, smart factory technology development for quantitative ESG assessments in companies are identified to propose future research directions.
2. ESG Indicators for Smart Factory
Recently, ESG has attracted increased attention, and various institutions, such as Sustainalytics and MoodyŌĆÖs ESG have provided ESG indicators. However, because the indicators provided are inconsistent, there is confusion among investors and corporations. Research has shown that the correlation between the ratings provided by six different raters reaches a level in the range of 0.38ŌĆō0.71. There are many reasons for these results, but the primary is the fact that the definition of ESG performance remains unclear [33].
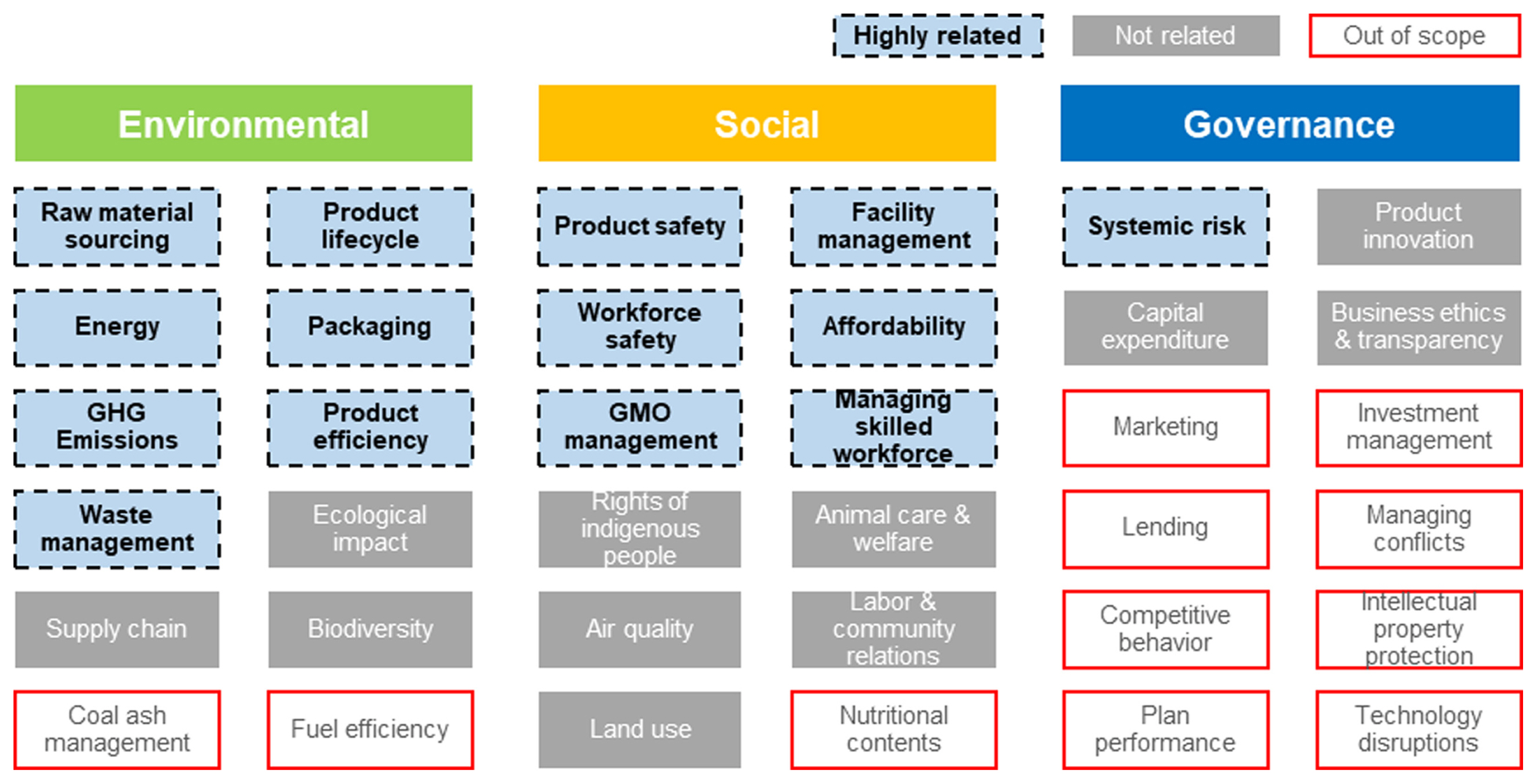
Among the many raters, we refer to the indicators of the Sustainability Accounting Standards Board (SASB). This institution provides different ESG indicators according to industrial groups, which are provided by the Sustainable Industry Classification System. This system classified industries with sustainability profiles into 11 sectors and 77 groups. In this review, we select groups that are directly related to manufacturing and summarize the ESG indicators related to the manufacturing process. Fig. 4 shows the selected ESG indicators that are closely related to smart factories.
2.1 Environment
Resource shortages, ecological and social inequality, and other problems, have allowed governments and corporations to recognize that sustainability issues should be addressed [34]. In addition, with several emerging keywords for sustainability, such as net-zero and renewable energy 100 (RE-100), stakeholders have been interested in the impact of corporations on the environment; this has led to the E sector of ESG. In sector E, the indicators related to manufacturing are described below.
2.1.1 Raw Material Sourcing (E1)
Raw materials are required for manufacturing products in factories. In addition to the efficiency of material usage (discussed later), the total amount of materials is an important factor in assessing the environmental impact of corporations. To assess these effects, primary raw material purchases and the amount of recycled water used in manufacturing were selected as metrics. In addition, because the impact varies depending on the type of raw material used, qualitative discussion results were used as the metric.
2.1.2 Product Lifecycle (E2)
This depends on the product manufactured by the factory, but the product lifecycle has a significant impact on the revenue of most corporations. With a short lifecycle, high revenue can be expected because consumers purchase the product more frequently; however, there is also the possibility that more waste will be discharged during this process. To assess this effect, the ratio of products certified by the product lifecycle-related institution, weight and ratio of recovered materials, ratio of reusable products among sold products, and the qualitative discussion of end-of-life management efforts were used as metrics.
2.1.3 Energy (E3)
Monitoring is a fundamental element of smart factories. There are several monitoring targets, one of which is energy consumption. When the energy consumption of each piece of equipment is monitored, the basic energy savings occurred by cutting off the standby power, additional energy can be expected by managing the equipment preheating according to the optimized factory schedule. Recently, various energy harvesting technologies have been developed and used in factories. To assess these effects, the total energy usage, ratio of alternative or renewable energy usage, ratio of off-grid power usage, total fuel usage, and the ratio of coal and natural energy usage were used as the metrics.
2.1.4 Packaging (E4)
Most products are packaged before delivery. This is for safe delivery to prevent damage or deformation during distribution, but some products are overpacked for luxury purposes. As such overpacking eventually leads to waste generation, evaluation indicators are required. To assess these effects, the weight of packaging, ratio of recycled materials used in packaging, and the qualitative discussion of the environmental impact of packaging were used as metrics.
2.1.5 Greenhouse Gas (GHG) Emission (E5)
GHGs include those that absorb and reflect infrared radiation to increase atmospheric temperature. Many studies have shown that global warming is accelerating, and efforts to manage GHG emissions continue. To assess these effects, carbon emission is the main evaluation target of ESG as CO2 has the greatest impact on the greenhouse effect [35]. Additionally, the ratio of carbon emission-related regulatory compliance, amount of hydrocarbon emission prediction, and qualitative discussion of carbon emission management were used as metrics.
2.1.6 Waste Management (E6)
Waste is commonly generated when manufacturing products; its management is at the core of sustainable development. To assess this waste management capability, the total amount of waste discharged, the amount of incinerated waste, and the amount of electronic component waste recovered (which is especially difficult to dispose of) were used as the metrics. In addition, with the development of technologies that harvest energy from waste, such as biogas, the total amount of recycled waste can be used as a metric.
Depending on the manufacturing target, toxic waste can be generated in factories. Hazardous waste from a factory environment varies extensively depending on the process and is well classified in [36]. This hazardous waste can threaten the safety of surrounding residents beyond environmental protection. To assess these effects, the total amount of hazardous waste, number of incidents related to hazardous waste, and the qualitative discussion of hazardous waste management were used as metrics.
2.1.7 Product Efficiency (E7)
One of the reasons why additive manufacturing, such as three-dimensional printing, is attractive is because it generates smaller amounts of waste material. Therefore, even if the same products are manufactured, differences in material usage efficiency may occur because of the manufacturing processes. In addition, automation systems implemented in smart factories lead to the optimization of manufacturing and reduce unnecessary waste of resources [37]. To assess these effects, the weight ratio of the material, relative price, weight, and performance among the same industrial groups, and a qualitative discussion of the considerations for increasing efficiency were used as metrics.
2.2 Social
ESG is a framework that expanded from the CSR and responsible investments [38]. Therefore, indicators of the social impact of corporations, such as employment stability and ethical problems, are required beyond environmental preservation obligations. Among the indicators required by the SASB, those related to the manufacturing process are described below.
2.2.1 Product Safety (S1)
Product safety accounts for a large part of corporate valuation as it is selected as a key issue from CSR to ESG [39]. If there is a serious failure in a product, it may lead to a product recall or the death of the consumer; these may adversely affect corporate reputation and lead to long-term damage [40]. To assess these effects, the cost paid for product safety, ratio of products that passed the volatile organic compounds (VOCs) emission regulations, ratio or revenue of products that passed the chemical and safety regulations, recall count, and qualitative discussions of compliance with chemical regulations and product safety management procedures were used as metrics. Recently, as the safety of personal information has also become important, the number of data breaches and qualitative discussions of personal information protection methods have also been used as metrics.
2.2.2 Facility Management (S2)
Facility management is not an indicator directly mentioned in the SASB ESG indicators but has emerged as an indicator for equipment management, such as pipeline management in the oil and gas industry. Aging facilities threaten workforce safety and affect product quality. The number of incidents related to facility management and a qualitative discussion of facility risk management were used as metrics to assess these effects.
2.2.3 Air Quality (S3)
In addition to product safety, air quality is also an indicator of pollutants in the manufacturing process. To assess this effect, the emissions of pollutants such as nitrogen oxides (NOx), sulfur oxides (SOx), and fine dust, the number of densely populated facilities near the factories, and the number of incidents caused by pollutant emissions were used as metrics.
2.2.4 Workforce Safety (S4)
Workforce safety is also an important indicator of CSR and has a profound impact on corporate valuation [41]. This indicator includes safety incidents and occupational diseases caused by poor working environments. To assess these effects, the ratio of the occurrence of safety incidents, number of reports of silicosis, and qualitative discussion of workforce safety management were used as metrics. It is necessary to modify these indicators to include more diverse occupational diseases.
2.2.5 Affordability (S5)
Affordability directly relates to corporate revenue. Corporations try to provide products at low prices to ensure price competitiveness in the same industry, but in special cases, such as drugs, the government restricts prices; thus, additional efforts are required to meet these prices. To assess these effects, the costs incurred to meet the price restriction and price increase compared with the inflation ratio are used as metrics.
2.2.6 Genetically Modified Organism (GMO) Management (S6)
Genetic engineering is not only used for food but also in various industries related to pharmaceuticals and healthcare [42]. Recently, products related to GMOs have been recognized as acceptable products in the market. However, in the case of GMO foods, there are business risks due to consumer health, and environmental and ethical issues. To assess these effects, only a qualitative discussion of the GMO usage strategy was used as a metric. However, more quantitative metrics are required.
2.2.7 Managing Skilled Workforce (S7)
Employment stability and job development indicators of individual employees are important factors in corporate ESG evaluation criteria [43]. As reliable ESG institutions, such as KLD, Sustainalytics, MoodyŌĆÖs ESG, S&P Global and Refinitiv, selected this indicator, corporations need to select their business directions to promote individual growth of their workforces [33]. Recently, as new technologies, such as AI and robotics, have replaced existing jobs, corporations have suggested various policies for employee education and job security. To assess these effects, the ratio of foreigners to overseas workers was used as a metric; however, more appropriate indicators need to be selected.
2.3 Governance
Governance is related to decision-making in business and financial activities. Therefore, it is difficult to identify independently the indicators related to manufacturing processes. However, among the known ESG indicators, some items discuss the risks that may arise from manufacturing decision-making. We defined these risks as systemic.
2.3.1 Systemic Risk (G1)
Corporations quantify risk factors by creating sustainability risk models. Factors that determine the value of corporations, such as the environment, society, economics, law, and politics, are intertwined and influence each other [44]. In this relationship, the extent to which changes in certain factors affect the existence of a corporation and the probability of such changes should be evaluated. To assess this effect, only a qualitative discussion is used, but quantitative metrics, which are probabilistically modeled with uncertainty, may be effective.
3 Smart Factory Core Technologies Used for ESG Measuring
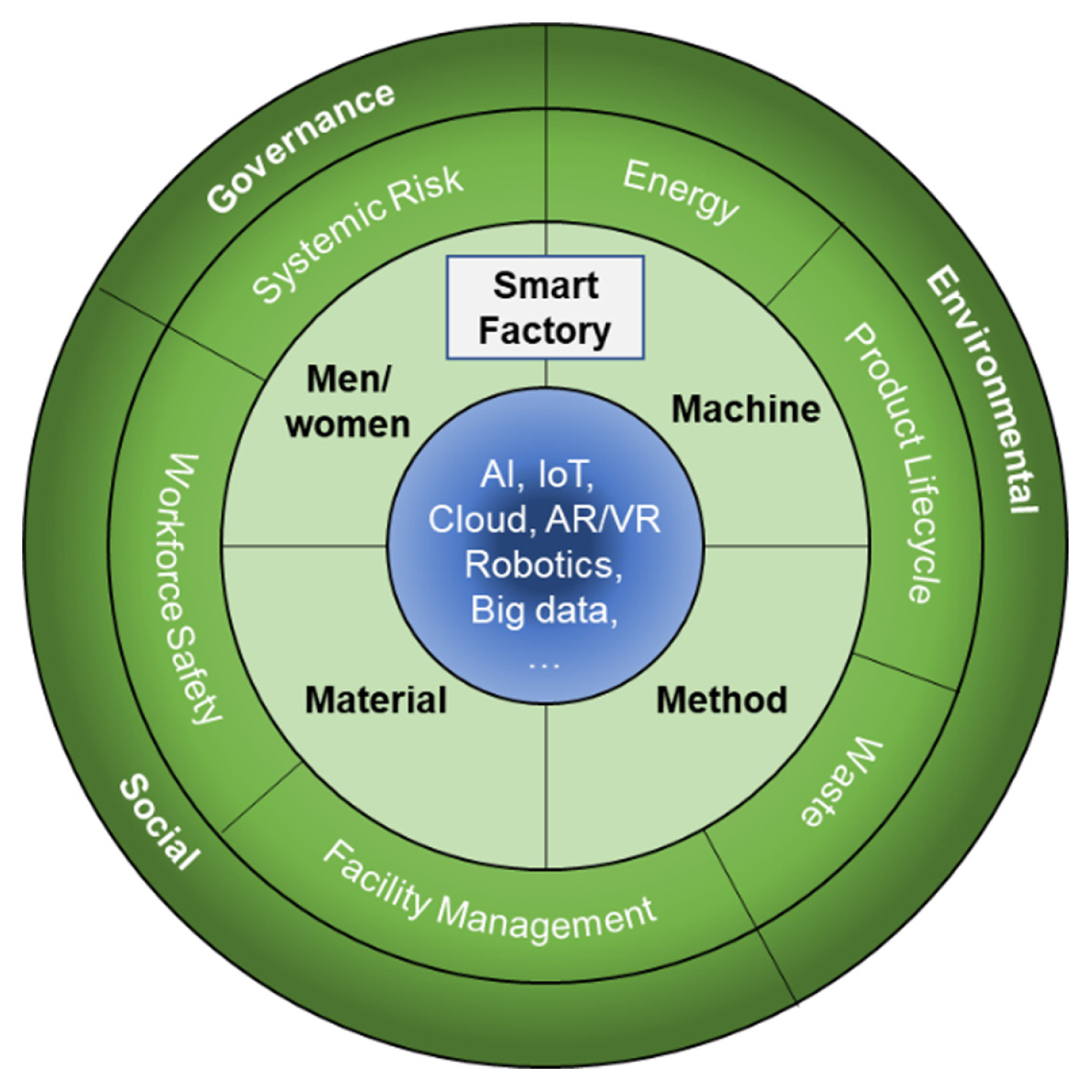
The main factors affecting the operation of smart factories were divided into four groups: men/women, machines, materials, and methods. In addition, recently developed smart manufacturing technologies, such as cyber-physical systems (CPS), IoT, big data, AI, DT, sensors, and robots, allow 4M core elements to be digitalized, analyzed, predicted, and optimized. In this section, smart factory core technologies are classified in detail for 4M elements, and the effects of each technology on ESG measurements are summarized. Fig. 5 depicts the configuration of smart factory elements, related technologies, and ESG-measuring indicators.
3.1 Men/Women
Men/Women constitute a critical component of a smart factory that produces products by manipulating machines with materials. In conventional manufacturing systems, workers perform most tasks that are repetitive and do not require dedicated skills. However, in current manufacturing systems, robots and machines replace repetitive and complex tasks with automation and ICT.
Following the development of smart factory technologies, manufacturing systems are undergoing digital transformation, and the roles of workers within factories are also changing rapidly. As machines replace many repetitive tasks that workers perform, workers are required to solve problems in the workshop field with enhanced problem-solving abilities rather than performing simple tasks. Modern manufacturing environments are flexible and change rapidly according to market demands. As the number of complex tasks increases, the importance of skilled workers grows, and enterprises are attempting to create a human-centered manufacturing environment. Considerable research is ongoing to educate, protect, and ensure the rights of workers and operators.
The change in the human-centered manufacturing environment, which is a critical component of Industry 4.0, is referred to as Operator 4.0. In Operator 4.0, digitalized machines and humans coexist, cooperate, and communicate to reduce mental and physical stress. Creative and innovative thinking can be deployed freely in any environment [45ŌĆō47].
EmployeesŌĆÖ employment stability and job development indicators play essential roles in ESG corporate evaluation criteria [43]. Companies are making various efforts to keep pace with these changes by introducing smart factory technologies, such as AR and VR to train skilled workers. In addition, ensuring worker safety, health, and rights is an essential factor in ESG evaluation criteria. Safety in factories is becoming an important issue, and operators can avoid dangerous situations by introducing appropriate smart technology [48]. In the following section, we describe the emergence of this phenomenon.
3.1.1 VR/AR for Training High Skilled Workforces
VR is a digital artificial environment that allows one to feel like a natural environment and immersively experience a new atmosphere. AR enables users to experience an abundance of information by overlaying a virtual environment in the real world. These mixed realities train highly skilled workers in the industry [49].
VR/AR is an effective tool used to educate workers to acquire advanced skills by increasing their equipment utilization abilities. In environments wherein dangerous situations may occur during training, VR training provides safer instructions and is used to train workers to cooperate in the assembly process with a robot [50]. In an actual environment, unexpected robot moves may threaten human safety and injure workers; therefore, it is safer to experiment and verify these in a virtual environment. VR technologies are not only effective in creating skilled workers who can work with robots but also have additional effects, such as the optimization of working hours and safety training. A game-like virtual environment, referred to as a Virtual Reality Training System (ŌĆ£Beware of the RobotŌĆØ) enables industrial robots and humans to perform simple manufacturing tasks together [51]. Attempts have been expended to train aircraft maintenance door manufacturing procedures in the MR [52].
Although AR/VR technologies can improve the skill levels of workers through immersion and provide practical safety training, there are also research results demonstrating this limitation. If the educational subject is simple and does not harm workers, they will not feel the necessity to use a virtual environment [52]. Therefore, instructors should consider the use of AR/VR technology and how it affects immersion.
3.1.2 VR/AR for Safety Education
VR/AR is an effective tool for safety education. Direct and safe training in manufacturing environments is challenging. In conventional training procedures, lecturers convey professional knowledge to workers using words. Moreover, workers could not perceive how dangerous the machines and situations were. However, the use of VR/AR can provide an immersive environment and situations that are harmful to real life; in this context, effective education is provided. There are considerable cost and safety limitations associated with worker training in the chemical industry. It creates a game-like VR program to instruct workers to be exposed to risks or take action [53]. Instructors conduct VR training on dealing with fire while operating a numerically controlled machine [54]. The VR training environment was configured to prevent incidents related to falling from stairs and pedestrian movements. In addition, both the short- and long-term memories of safety instructions were improved [55]. An AR system that works with a computerized numerical control (CNC) machine was designed to teach equipment use and safety procedures [56].
3.1.3 Wearable Devices
The working environment presents considerable potential hazards. Wearable devices, such as exoskeletons and IoT wearable devices, have been developed to protect workers from unexpected accidents or chronic stress. In addition to being exposed to hazardous environments, workers can be easily affected by work-related musculoskeletal disorders, such as lifting heavy objects or performing repetitive tasks in uncomfortable postures [57]. In particular, back disorders due to non-neutral trunk postures are common in the automobile industry [58]. Therefore, efforts are being expended to improve the health and welfare of workers in the automobile industry. A wearable mechanism, called an exoskeleton, was developed for workers in uncomfortable postures [59]. By wearing an exoskeleton, a worker can work in a more comfortable position and reduce the required force. The exoskeleton to be used in the automobile industry is divided into upper and lower limbs. The exoskeleton used in the automobile industry is either a passive structure that supports the waist or an active design that helps overhead work. Wearing the upper limb passive structure and performing the static posture task improved the duration by 31.1%; when the lower back support was worn, instability from the lower back and overall fatigue were reduced [60]. When the ABLE exoskeleton is worn, which is mainly used for rehabilitation, and during the execution of the screwing task, which is often used in the assembly process in the automobile industry, the operatorŌĆÖs pain is reduced, and the required torque is reduced by 38.9% [61].
Sensors have been designed and introduced to the energy industry to improve the safety of workers, jackets, shoes, and carabiners. The wearable device improves worker awareness, peer supervision, and the ability to respond quickly to emergencies [62]. A wearable device with a heart rate, accelerometer, and Surface electromyography (sEMG) can measure operator fatigue. The risk to workers can be managed by modeling fatigue using recorded data [63,64]. There have been attempts to protect workersŌĆÖ safety by making a helmet composed of sensors and IoT systems, and by developing AI that can detect workers falling from high places using vision sensors [65,66].
However, there is still a barrier to the introduction of these wearable devices. These devices continuously monitor workersŌĆÖ personal information so that wearing cannot be forced to do so because of due to privacy issues. Also, experienced workers experience inconvenience and discomfort with these devices. Technically and legally, these issues need to be resolved [67].
3.1.4 Working Environment Monitoring
Integrated sensor systems, IoT, and AI can manage the working environments and health. An attempt was expended to quantify workersŌĆÖ stress or fatigue levels and improve their well-being using a wearable device equipped with sensors and IoT systems [68ŌĆō71].
Manufacturing work environments contain noise, dust, and hazardous gases that threaten the safety of workers. Low-cost sensors can be integrated to monitor and measure particles, carbon monoxide, ozone, nitrogen oxide, and noise. Multiple monitoring systems are installed in heavy vehicle manufacturing factories to monitor gaseous emissions and noise and provide a safe working environment [72,73].
3.2 Machine
ŌĆ£MachineŌĆØ is a facility that has sustainability and is used in the process under the proper control of the operator. Workers operate machines to produce products easily and quickly. Manual machine operations were automated and made precise with the help of computers. Recent machine types were equipped with numerous built-in sensors that allow the physical part of the machine to be implemented on a virtual digital platform using various technologies, such as DTs and CPS. Research is underway to predict and diagnose the wear and failure of bearings, motors, and tools in the digital world [74ŌĆō76].
3.2.1 Machine Monitoring System
Machines are elements directly involved in manufacturing products in factories. During various processes, machines inevitably generate additional outputs in various forms [77].
The most significant characteristic of machine outputs is that they take various forms. These include vision-type information that can be easily acquired with a camera, heat, and sound generated during processing and the amount of electricity used by machines; this information is easily collected. To collect data on a machine or phenomenon in a smart factory, one should consider which signal is the most effective. If the most suitable signals and techniques for processing are determined, useful monitoring information that cannot be obtained using intuitive correlation alone, such as in existing factories, can also be obtained.
The machine monitoring system consists of various scales; these range from the monitoring of the entire system (consisting of machines) to detailed monitoring to diagnose component failures. The primary objective of large-scale machine monitoring is to monitor simultaneously the status of each machine in a complex factory environment. In particular, the current is frequently used for this type of monitoring because it is an intuitive, low-noise signal [78] that indicates the on/off states or normal operation of each machine. Considering the smart factory technology applied to clothing factories in 2019 [79], it was possible to monitor the entire process line with high accuracy by collecting simple electric energy consumption information and by introducing convolutional neural network techniques. There is also a precedent for determining the operation of each machine without installing a complex sensor in a complex factory environment achieved by acquiring the operating sound of the machine, which was previously considered as noise [80].
Various signals can be used to monitor not only the entire process but also detect single-component machine problems. Typically, bearing condition monitoring occurs inside a machine and cannot be easily assessed as in the cases of visual inspection [81]. Mechanical engineers have developed bearing-monitoring techniques based on current and microscopic acoustic emissions [82,83]. Similar systems are applied to smart factories and used in monitoring systems that predict the lifespan of each component and diagnose problems. The remaining life of rolling bearings and other tools can be predicted by combining relative features and adapting multivariable support vector machines [84,85]. The lifecycle of the entire system was also predicted using these small unit predictions [86].
3.2.2 Machine Operation Design
If machine monitoring is a passive core technology that recognizes and predicts problems, then machine operation design is an active technology that sets machine configurations for optimal processes based on data. Optimization of the machine based on the information acquired through the sensor, referred to as numerically controlled (NC) optimization, is based on a technology that existed previously, and a smart factory is the best environment for its easy use.
Operational design is often used to improve the conditions and lifetime of machine parts. This is achieved by changing the figure of one element of the machine operation based on the data obtained by the sensor [87]. One of the most representative examples is speed control based on spindle load. The spindle feed rates of various machines can be optimized by executing adaptively an NC program [88].
Machining condition selection is another way to use machine-operation design. This is the most commonly used example in CNC milling machines, where the cutting transfer parameter is automatically set according to the processing type. The process of minimizing the surface roughness is also designed by analyzing the information to be processed in a digitized form [89]. Attempts have also been expended to reduce the grinding time of the grinding machine and improve the surface quality by measuring the cutting speed, wheel speed, and feed rate using sensors [90].
3.2.3 Machine Energy Saving
Another advantage of monitoring and properly controlling machines inside smart factories is that energy consumption can be minimized. Various attempts have been expended to monitor the energy consumption of smart factories and use it as a basis to predict data to induce continuous energy consumption [91,92].
Energy monitoring eliminates leakage power by monitoring energy consumption and optimizes the process itself based on the acquired data. One advantage of digitizing the various elements inside a smart factory is that the factory system can be digitized. This is also helpful in terms of energy conservation. By creating an energy consumption model, it is possible to increase the energy consumption efficiency of machine tools [93]. Additionally, it is possible to quantify the energy consumption characteristics of a machine; thus, a power-saving strategy can be devised [94]. In a 2014 study, a method was proposed to minimize energy consumption by optimizing the selection and operation order of machine tools based on the situation [95]. This may be due to the unique technology utilized in a smart factory, which can collect different types of information in real-time to draw the desired conclusion.
3.3 Material
ŌĆ£MaterialŌĆØ is a key and most influential element throughout the product lifecycle. To produce a product with a target specification, an appropriate material must be selected by considering the material properties and cost followed by the selection of an appropriate fabrication manufacturing process. Thus, the selection of materials affects the entire product lifecycle from the design (thus reflecting customer needs for the product) to the end-of-life phase. Research has been conducted to analyze and improve the performance of smart factories in material-related topics at each phase of the product lifecycle.
3.3.1 Material Flow Analysis
The technologies applied to factories in the early days were developed to increase productivity and efficiency. However, as each technology affects production, economy, environment, and society as a whole [96], interest in sustainable development has increased. Moreover, government regulations and standards, such as international standardization organization 14044, have been established [97]. Research on lifecycle assessment (LCA) has been conducted to evaluate the impact of each process on the economy, environment, and society based on sustainability throughout the entire product lifecycle and value chain [98ŌĆō100]. LCA attempts to quantify the overall environmental [101ŌĆō104] and economic impact [100,105,106] in terms of material and energy consumption [107] and carbon footprint [101]. LCA has emerged as a valuable decision-support tool for policymakers and industries to assess the cradle-to-grave impacts of a product or process.
3.3.2 Integration of Materials with Product Lifecycle Management (PLM)
In conjunction with quantitative indicators, such as resource utilization (including material and energy), waste emissions, and costs, that had been previously derived through LCA, the field of PLM has been extensively studied for methodology development to improve resource sourcing and utilization [108ŌĆō111], energy efficiency [112], and cost reduction [113] throughout the resource flow path [114]. In particular, in the product lifecycle, resource flow is subdivided into six stages: reduction, reuse, recycling, recovery, redesign, and remanufacturing (which is called 6R) [115], and studies have been conducted to improve each stage [112,116,117].
3.3.3 Material Processing Development
In smart factory production, processes, including manufacturing, must be reproduced if quality standards are not met, such as the defects that occur during the manufacturing process [118]. Therefore, in-process quality monitoring [119ŌĆō122] is one of the research fields that aims to improve the efficiency of manufacturing processes. In addition, efforts are being expended to use new eco-friendly materials (green materials) [123] to satisfy the criteria on the increase of the conversion rate of resources, such as materials and energy, and the reduction of waste emissions. In addition, the development of a new process to process these materials is an elemental technology of smart factories [124ŌĆō126].
3.4 Method
ŌĆ£MethodŌĆØ refers to the process of the processing of raw materials into products, and is organically connected with all the elements of men/women, machines, and materials, as described above. Product quality or productivity was improved with knowledge, such as that associated with the simplification of processing steps, or the optimization of processing parameters, to improve quality. With the development of sensor technology and the IoT, the entire process can be monitored, and production data can be accumulated to optimize quality. Furthermore, with CPS and DT technology, processes can be simulated in the virtual world, process time and quality can be optimized, and various errors can be addressed before the actual implementation.
3.4.1 Industrial IoT (IIoT)
The IIoT is a technology that optimizes the IoT for industrial sites. Traditional manufacturing equipment at industrial sites efficiently collects and manages data based on the manufacturing execution system (MES); however, IIoT is more efficient, manageable, and accessible through organic connections between each piece of equipment and sensor. Technologies for fast, accurate, and universal data exchange among manufacturing equipment are being developed using IIoT-based networks [140ŌĆō142].
The IIoT is used in various manufacturing industries. It is possible to collect data accurately and quickly and analyze them in real-time to predict the state of equipment by applying IIoT technology to sensors installed in individual manufacturing equipment [143,144]. In addition to manufacturing equipment, Heating, Ventilation, and Air Conditioning (HVAC) facilities essential for factories can use IIoT technology to monitor a factoryŌĆÖs atmospheric environment in real-time, thus enabling a rapid response to gas leaks and fires. [145]. Using the IIoT, the safety and situation data of workers in a factory environment are monitored in real-time to improve the productivity of the factory and respond rapidly to crises [146,147]. In addition, the reliability and stability of smart factories are ensured through IIoT data exchange efficiency and security research [148,149].
3.4.2 Big Data Analytics
Big data analytics is a technology that can extract features and improve target performance based on vast and unstructured data collected through various sensors in a factory environment. It can learn an AI model based on big data collected in a smart factory environment and predict the conditions of equipment or process results based on the learned model [150ŌĆō153].
Big data are analyzed using mathematical methodologies, such as machine learning, and are used for various purposes within a smart factory [154]. Detecting process conditions or anomalies based on power or vibration data from manufacturing equipment [155ŌĆō158]. Power or vibration information in the manufacturing industry is in a time-series format that contains considerable noise, and it is difficult to extract characteristics using a heuristic method. Big data can be trained with an artificial neural network-based ML algorithm, such as a recurrent neural network (RNN), and meaningful results can be extracted from vast amounts of data by creating an AI model suitable for the characteristic. Thus, the operational stability and product quality of the smart factory can be improved.
3.4.3 Cloud Computing
Cloud computing is a technology that can flexibly store and manage the data generated by manufacturing without loss. In a smart factory, vast and diverse types of data are collected and processed in real-time, and existing local servers cannot respond flexibly. Cloud Computing enables efficient and stable data processing because it can utilize computing and other system resources related to the cloud according to circumstances and requirements [159,160].
In a smart factory, where the process sequence or work method changes in real-time according to the demand or form of the product, the amount or form of collected data also decreases or increases depending on the situation [161]. Cloud computing enables efficient and flexible processing of vast amounts of data [162ŌĆō165]. In addition to cloud-computing technology, edge computing, and communication protocol technologies have been developed. Data collected from the manufacturing floor are preprocessed in the edge computing system layer and uploaded to the cloud server to improve computing efficiency [161,165,166]. In addition, the open platform communications unified architecture (OPC-UA) communication protocol is used to simplify the communication and data collection processes between heterogeneous devices [167,168]. Cloud computing and additional technologies can help address unnecessary costs or operational risk problems caused by local servers.
3.4.4 DT
DT replicates the characteristics of a physical system in a virtual environment and feeds back the results obtained in simulations to a real system [169]. Real data obtained from core technologies, including manufacturing equipment and robots, can be simulated in a DT environment, and the optimization results obtained for the target work performance can be reflected in an actual system in real-time, thus enabling organic and efficient factory operations [12,170,171]. DT technology requires all the element technologies of Industry 4.0 because it analyzes big data obtained from the IIoT communication with a learned AI model, and the system itself must be able to operate the entire factory system based on the obtained results. In smart factories, DT can improve factory productivity based on optimized results by simulating the processing status or logistics of individual manufacturing equipment [172]. After establishing various processes in a DT environment, DT can improve the quality of the workpiece or reduce waste materials by determining the optimal parameters based on simulations [176,179,180]. It is possible to improve the overall productivity by optimizing the complex process sequence with DT [174,175,181], or by automatically controlling numerous logistics robots in the factory based on deep reinforcement learning algorithms, thus enabling safe and stable factory operations [173,177,178].
4 Summary and Perspectives
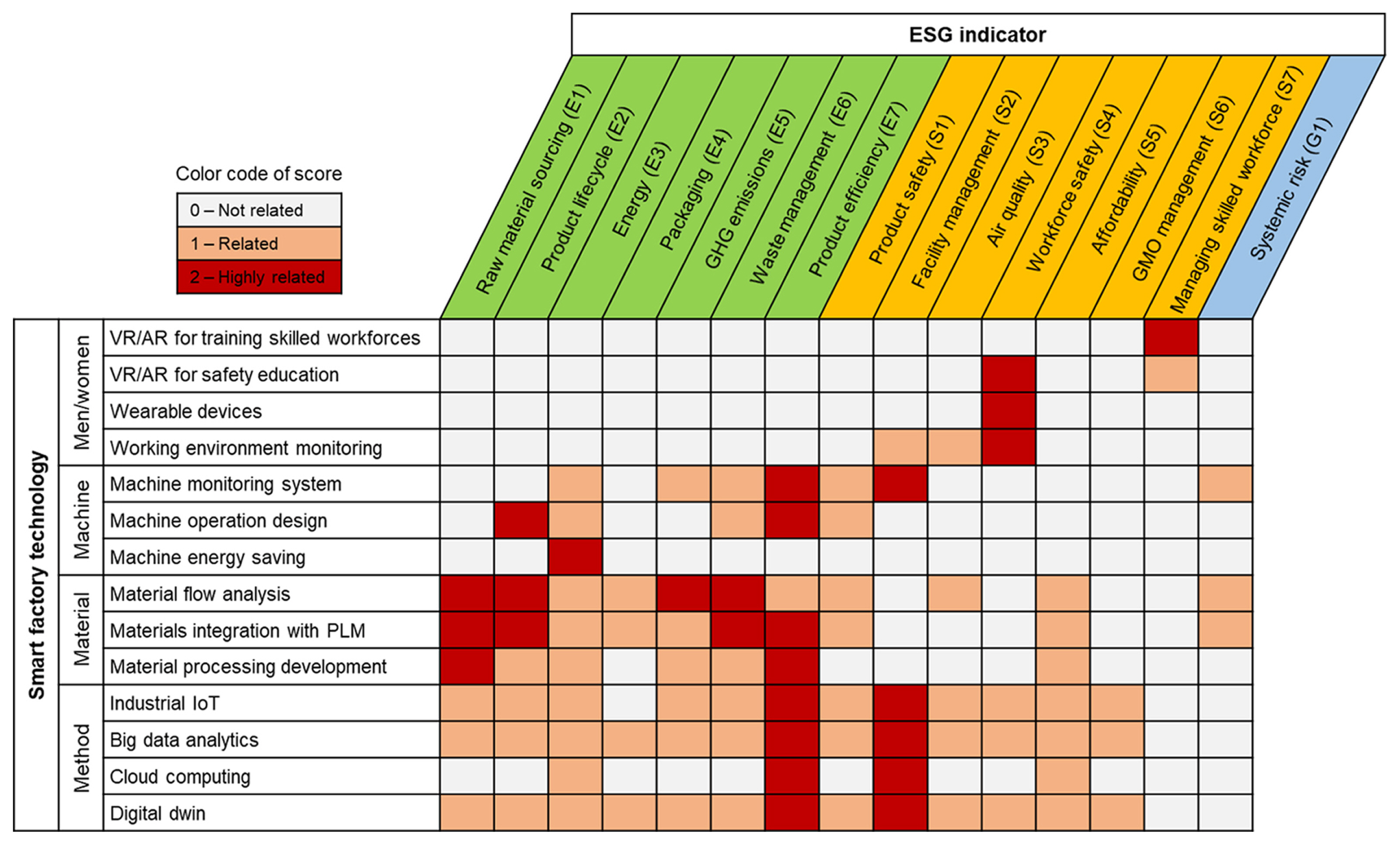
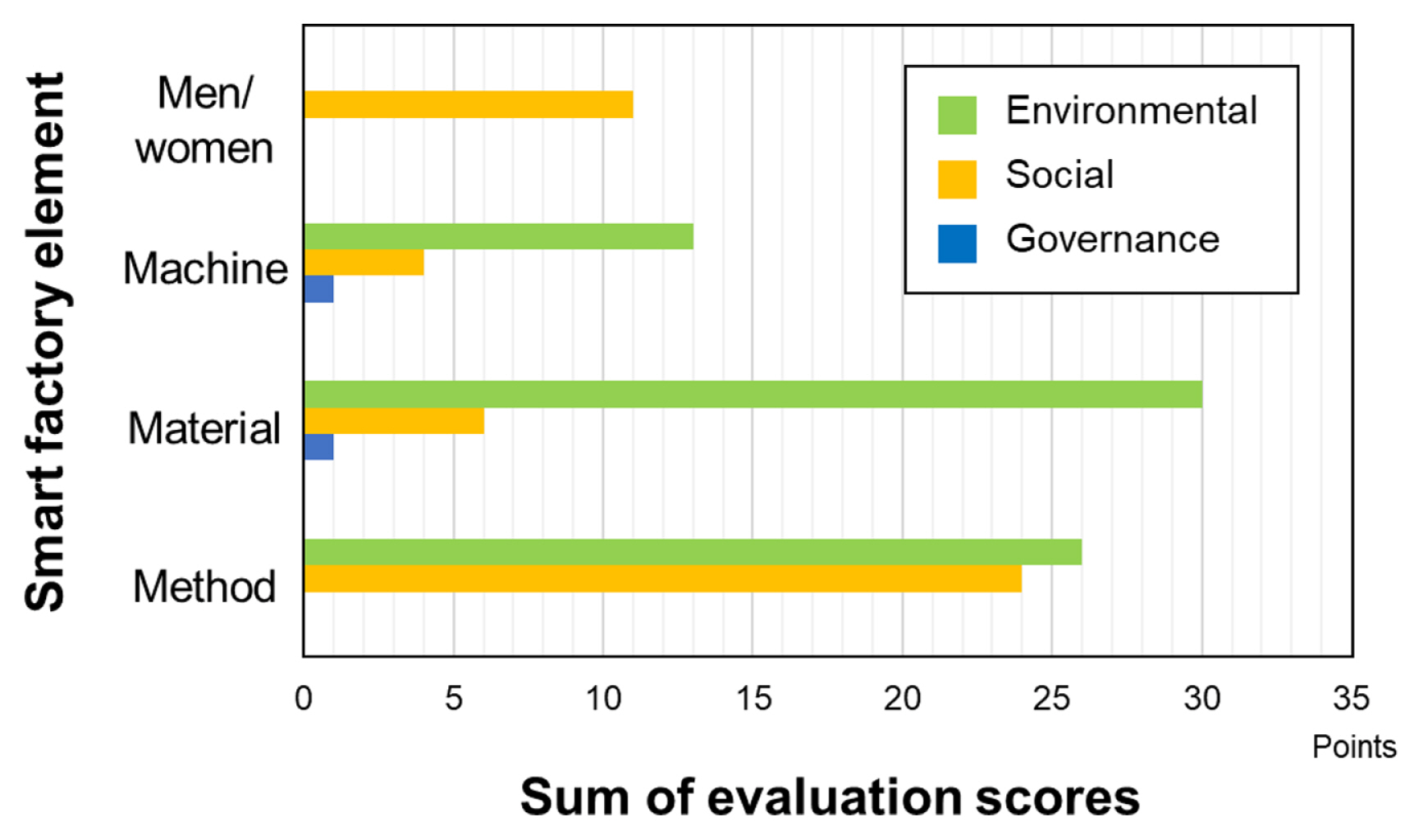
Based on a summary of the review data from the previous sections, Fig. 6 depicts a heat map of the relationship between smart factory core technologies and ESG indicators. The evaluation score was set to three levels: zero for unrelated, one for related, and two for highly related outcomes. Level 0 means that there have been fewer impacts in which smart factory core technologies have affected ESG indicators. On the other hand, levels 1 and 2 are cases where smart factory core technologies are getting attractions and have had significant impacts on ESG indicators, respectively. For example, VR/AR technology (intended for safety education in men/women) are contributing significantly to workforce safety (S4).
4.1 Current Status of Smart Factory Technologies for ESG Indicators
By analyzing the correlation between the core technologies and ESG indicators of smart factories, it was confirmed that material and method technologies were the most closely related to environmental and social indicators. These results are mainly related to the indicators of energy (E3), GHG emissions (E5), and product efficiency (E7). Therefore, it was found that the core technologies for Materials and Methods contribute significantly to the enhancement of these indicators. However, it was found that most men-/women-related technologies directly contributed to workforce safety (S4) and management of the skilled workforce (S7). In this regard, VR/AR/MR technologies, wearable devices, and working environment monitoring supported workforce-related indicators. Furthermore, machine-related technologies are mostly related to product-related indicators of the product lifecycle (E2), product efficiency (E7), and facility management (S2), but are less related to social and governance indicators. Overall, only a few technologies contributed to governance indicators compared with the other indicators. Moreover, smart factory technologies are affected by some pre-/postproduction indicators, such as affordability (S5) and packaging (E4).
4.2 Research Challenges and Opportunities
4.2.1 Advancement in Machine/Material/Method for the Workforces (S4 and S7)
The findings in Fig. 6 confirm that technologies on workforce safety (S4) and managing a skilled workforce (S7) receive less attention in terms of machines, materials, and methods compared with men/women. To create an advanced safe factory, it is necessary to consider how men and other smart factory elements can affect worker safety. As workers process objects using machines in factories, they are exposed to the potential dangers of machines. Specifically, the use of legacy equipment without protective devices is dangerous. However, most SMEs continue to operate their legacy equipment for many years (for example, equipment older than ten years may be used), and worker accidents would easily lead to major accidents. Therefore, appropriate smart-factory technology is needed that can be configured to legacy equipment to a) ensure worker safety, and b) to study equipment using the latest safety devices [48]. In addition, as the material is processed in a step-by-step manner, the byproducts and gases that emerge can affect workersŌĆÖ health. For example, factories produce numerous harmful substances, such as byproducts from the oxidization of organic substances, ozone gases from welding, and materials used for semiconductor etching and deposition. Many efforts have been made to monitor these harmful factors using sensors and the IoT and to control safely the environment of the plant [72,73,145]. However, research on creating safer materials should continue because the fundamental problem lies in the materials. For example, polylactic acid, a biodegradable plastic, has poorer physical properties than acrylonitrile butadiene styrene; however, its demand is increasing because of its simplified physical and chemical recycling processes and the reduced toxic gas emissions during processing. There are great possibilities for the development of safe materials that have smaller impacts on the environment. The development of new materials can affect the outcomes of these methods. For example, suppose that a material can be processed at a lower temperature or does not produce dangerous byproducts. In that case, the process will also be simplified and developed in a way that can protect the safety of workers. Manufacturing processes have been developed to improve the productivity and quality of products. In factories, noise from cutting and hitting materials can cause hearing and irreversible lung damage due to fine particles generated during the process. Therefore, the use of process development to reduce harmful effects on workers is also required in terms of workforce safety.
4.2.2 Advancement for Air Quality (S3)
Based on this review, the research that has been conducted on the air quality of machines and materials has been limited and its progression has been relatively slow. A few studies related to air quality have been conducted on the environment inside factories and (in most cases) on the urban environment scale of the surrounding factories. According to a recent study [182] that examined air quality in a furniture factory, it was demonstrated that air quality changes dramatically depended on the progress of the task. This suggests that the machine or material used for processing can significantly affect air quality.
To study how machines and materials can affect air quality, it is necessary to quantify the amount of byproducts or dust generated in each process. As shown in [182], a large amount of data is required to quantify the amount of harmful dust generated by assembly, drilling, and surface treatment methods. Therefore, it is necessary to determine the correlation between the effects of machines and materials on air quality. Because there is no research in this area, the first challenge pertains to the determination of the part of the machine that needs to be improved to generate less dust and the identification of the physical properties of the material which should be improved. Appropriate criteria representing air quality in a factory should then be defined. This approach has a high probability of a tradeoff depending on various indicators, thus indicating the efficiency of the entire process and the machine and material used. In addition, it is important to establish an appropriate balance between the machine and the material.
4.2.3 Technology for Linking Smart Factory Technologies to Governance (G1)
As summarized in Section 2.3 and Fig. 6, the government indicator related to smart factories is much smaller than that of the environmental and social sectors. Although research on sustainable management has been conducted for a long time, as it has been mainly conducted on the environment and workers, it has become an issue of governance owing to the recent emergence of ESG. However, research on this topic is lacking. In addition, the values and interests pursued by each stakeholder are different, and various factors are interconnected in a complex relationship when measuring governance, thus making it difficult to identify and quantify this relationship compared with that related to environmental and social factors. To address this concern, more research on data-driven modeling based on big data should be conducted on the complex relationships related to governance. Furthermore, based on DT technology, it is possible to gather all the information generated within a smart factory transparently. In addition, efforts at the government level should be expended collectively so that the government of a smart factory can evaluate whether it is doing well.
4.2.4 ESG Adoption in SMEs
By reviewing smart-factory technology and ESG indicator cases, it was found that these technologies were designed and developed around large companies that led the market. As mentioned in the introduction, the latest smart technologies have been used in lighthouse factories, and have demonstrated the best performance in terms of quality and productivity indicators. However, SMEs with limited investment and research capabilities cannot easily adopt the latest technologies [18,48]. The adoption of ESG indicators by SMEs is also similar. Various measures have been proposed that focus on the ESG management of large companies with large investments and operations. These changes require SMEs in the supply chain to improve their ESG factors. However, similar to the previous smart factory case, it is difficult for SMEs to respond to the additional requests in addition to producing low-value-added products. This can be referred to as the appropriate manufacturing technology recently proposed for SMEs in smart factories. Appropriate manufacturing technology can lower the barriers and facilitate the adoption of smart technologies through affordable and easy-to-use concepts that can be accommodated by manufacturing SMEs. Similarly, ESG improvement can be achieved by developing appropriate ESG implementation technologies that can be easily introduced in the field by analyzing the current statuses of SMEs and related smart factory technologies. Thus, new possibilities for ESG management in the manufacturing industry are presented. For example, if safe smart-factory technology is introduced to reduce industrial accidents related to worker safety, it will improve the social sector in ESG and the external reliability of SMEs [183].
4.3 What Will a Smart Factory Look Like in 2050?
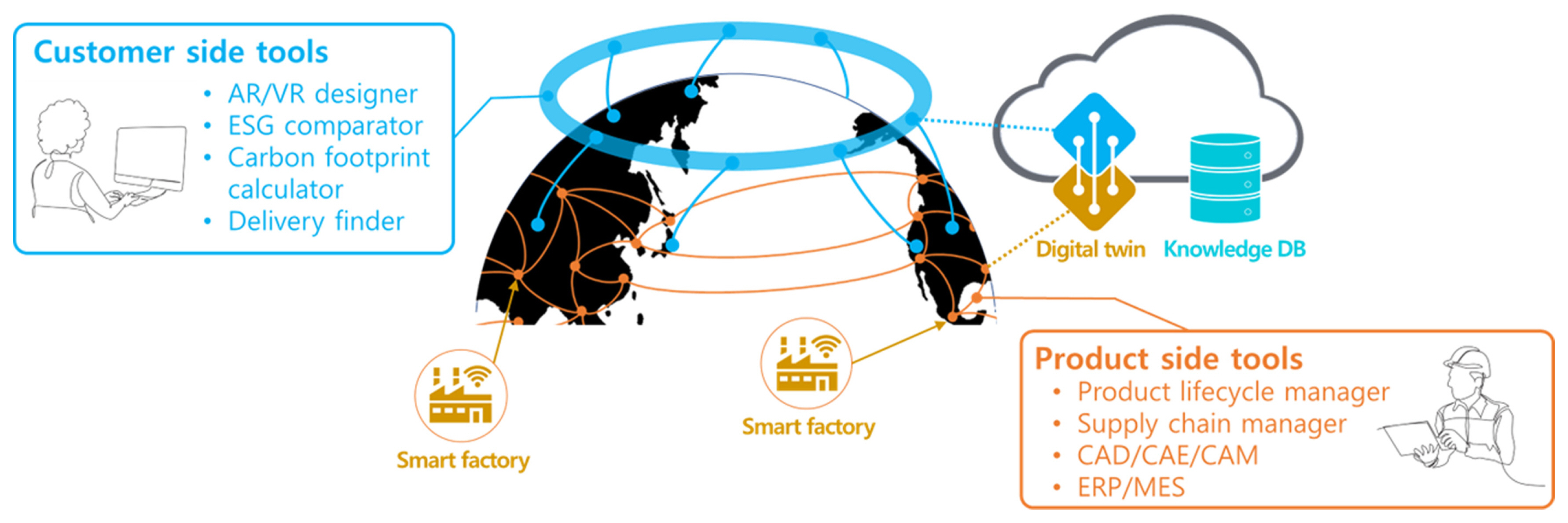
It is 2050. Consumer ŌĆ£AŌĆØ needs a new type of product ŌĆ£BŌĆØ for a weekend trip. ŌĆ£AŌĆØ explained the design he/she wanted to a cloud customization service ŌĆ£CŌĆØ by voice, and received the recommended keywords and designs from the design recommendation tool. With the provided design, ŌĆ£AŌĆØ defined the detail design using AR/VR design tools and received suggestions from at most four global manufacturers based on the prices, delivery schedules, and ESG evaluation results to produce ŌĆ£B.ŌĆØ After reviewing the proposal received, ŌĆ£AŌĆØ decided on the final manufacturer ŌĆ£DŌĆØ of the product he/she wanted and commissioned the production.
Manufacturer ŌĆ£DŌĆØ constructed a digital-twin-based supply chain management structure and can handle orders requested worldwide in real time. When an estimate is requested, a product lifecycle manager searches the ESG database associated with the manufacturers of the part to calculate carbon emissions, carbon border tax at the destination, lifecycle assessment evaluation, energy consumption, and ESG evaluation score, and sends the quotation with the estimated cost and delivery schedule. In factories, highly trained operators manage all manufacturing processes, including decision-making. Finally, when an order is received, ESG and productivity are optimized using intelligent automation systems in the production, and products are delivered to the consumer, as shown in Fig. 8.
5 Conclusions
This study presented an overall review of smart factory transformations from an ESG perspective. Although ESG evaluation indicators are becoming increasingly important criteria for company management, few studies have directly examined the implementation and operation of smart factories. Based on this background, indicators related to smart factories were carefully selected from the ESG evaluation indicators used in this study. The correlation with each evaluation indicator was analyzed from the perspectives of the 4M core elements, which constitute the main factors in current smart factories. We confirmed that among the core elements of recent smart factories, some core technologies were well reflected in ESG indicators. However, some of these aspects have not been actively examined. We analyzed these limitations and suggested future directions for each core technology from an ESG evaluation perspective.
While current factories set productivity improvements as their ultimate goal, future smart factories should focus on sustainability through energy reduction, material recycling, and social responsibility. The ESG indicator is the basis of the evaluation. As mentioned in the scenario of a future smart factory in 2050, smart factories will be more advanced and automated than expected. However, to build a smart factory, it is necessary to evaluate each core technology from an ESG evaluation perspective and actively reflect it in the implementation and operations of future smart factories.








 PDF Links
PDF Links PubReader
PubReader Full text via DOI
Full text via DOI Download Citation
Download Citation  CrossRef TDM
CrossRef TDM



