 E-mail
E-mail Print
Print facebook
facebook twitter
twitter Linkedin
Linkedin google+
google+
1 Introduction
Traditionally, most automotive companies have introduced flow production line systems operated by conveyors. Since automobiles became popular, automakers had to produce as many vehicles as possible while reducing time and cost in the past few decades. Therefore, a manufacturing strategy which can produce one or two products in a production line has been very common. Toyota has implemented a lean manufacturing system to maximize production efficiency by eliminating wasteful elements such as labor, lead time, inventory, and lot size in the production process as much as possible [1].
As not only the change in production strategies but also the innovation of the product itself has been made, a paradigm has recently shifted from gasoline vehicles to electric vehicles. This paradigm can have a significant impact on manufacturing methods, as the design of related and surrounding parts to battery cells and motors may change, as well as affect the material and modularity of the components. Tesla, which leads the electric vehicle manufacturing industry, has adopted a huge die-casting, ‘Giga Press’ that can modularize and simplify body components to dramatically improve vehicle production speed. To apply this method, aluminum with little deformation and related own patents were also developed [2]. With the popularization of the electric vehicles and diversified consumers’ tastes, automakers have begun to face demands for high-mix flexible-volume production, instead of low-mix high-volume production. To meet the needs for mass customization, the automakers have introduced a cellular manufacturing system (CMS) which is an application of group technology based on a product family. The production strategy is a solution that allows companies to compete with low setup time to produce variety of part types, shorter lead time and higher machine utilization with superior quality [3,4]. Recently, Mercedes-Benz has implemented a cellular production method called ‘cube’ to process a variety of components and models from the body assembly stage. By implementing a new system that uses production cells for achieving flexibility [5], they can configure and produce a variety of models and powertrain models from the body shop stage. They are expecting that expanding the cellular manufacturing systems to other manufacturing stages is one of the solutions to an ever-shortening model cycle and changes in the structure of electric mobility [6].
Recent innovations such as the paradigm shift toward electric vehicle modulization of components and new material development have simplified the structure and production system of vehicles [7,8]. Especially, a typical passenger vehicle from a volume automaker is under pressure to continue to offer hundreds of body styles, colors, trims, and other selectable options, generating a vast number of potential variants [9]. Therefore, automakers are interested in utilizing cell manufacturing methods as a future production platform. Until now, in the cell manufacturing methods, the concept of smart manufacturing is used to produce only simple parts but can extend from components to simple product units and complex product units such as vehicles in the future. However, CMS alone is insufficient for the smart manufacturing in the automotive industry. To facilitate the smart manufacturing, the current CMS should be combined with state-of-the-art technologies.
The objective of this paper is to introduce technology levels to achieve SF advancement, based on research trends in CMS and five essential technologies for smart factory. The state-of-the-art technologies such as digital twins, additive manufacturing, human-robot collaboration, AI-based monitoring and inspection, and advanced supply chain and logistics are selected and described. And a 5-level SF framework is proposed to understand the direction of SF in terms of technology-wise.
In Section 2, we briefly review the past and current research on the CMS which is a future production platform for automotive smart factories. And then, five essential technologies are addressed to implement smart factories in the automobile industry based on the CMS in Section 3. In Section 4, we define a smart factory level including the details of technical requirements and application cases. Lastly, limitations and future direction for the research are provided while summarizing key enabling technologies for the smart factory in Section 5.
2 A Cellular Manufacturing System: Production Platform for Smart Factory
A cellular manufacturing system (CMS) is an application of a group technology which is recognizing and grouping similar parts to take advantage of analogous product design and manufacturing [10]. Since CMS is a hybrid system of cells that combines the benefits of both the jobbing (flexibility) and mass (efficient flow and high production rate) production approaches, it is considered an efficient manufacturing process [11]. CMS has the advantage of reducing the time necessary for setup changes between similar components, which minimizes component flow times, lowers work-in-process inventories, and boosts machine productivity and utilization [12].
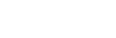
Since numerous studies have been conducted over the past few decades to solve problems related to CMS, the studies can be classified from various perspectives. Past and current research activities on CMS can be divided into three categories in the sequence of CMS operation wise as shown in Fig. 1. The first category is cell formation problems which are the overall designing process of CMS. The second category contains research on material flows between inter-cell and intra-cell to optimize the target objectives such as time and cost. The last category addresses the study on performance evaluation and analysis to improve the approach of cell design and material flow.
2.1 Cellular Formation Problem
Cell formation problems (CFP) are a series of challenges related to the design of CMS, including the selection of suitable technologies, the identification of product families, the establishment of machine requirements, the formation of cell layouts, and the determination of the number of cells required to meet demand [13]. YounesSinaki et al. [14] reviewed the previous literature to provide an overview of proposed solution approaches to the cell formation or cellular manufacturing design problems. They summarized research about modeling preparation, modeling methodologies, and solution approaches (algorithms) to deal with the cell formation and design issues step by step. Also, they classified solution algorithms to solve CFP in the models. Exact methods such as Branch and Bound (B&B) and Branch and Cut (B&C) algorithms, Benders Decomposition (BD), Danzig-Wolfe Decomposition (DWD) to Dynamic Programming (DP) were indicated in the review article and these algorithms has dealt with small size problem to attain optimal goal in each case and experiment. When utilizing the exact methods is not feasible in more complex and large models, researchers obtain sub-optimal solutions with various approximate algorithms such as Heuristic, Meta Heuristic, Simulated Annealing (SA), Genetic Algorithm (GA), Particle Swarm Optimization (PSO), Ant Colony Optimization (ACO), Tabu Search (TS), etc. In addition, Neural Networks, Fuzzy Theories (FT), and other stochastic approaches have been applied to solve CFPs under various conditions and are summarized in the review article.
2.2 Material Transferring Problem
As CMS began to be applied to the manufacturing industry, the objective functions were defined in more detail. Problems arising from the CMS operation process and studies to solve the problems have been actively conducted. Several CFP objectives were identified by Ballakur and Steudel et al. including minimizing intercellular/intracellular material handling costs, setup times, total production cost, machine idle time, and maximizing the utilization of machines [15]. There are various goals to be achieved during CMS operation, but the flow of materials and products is one of the most important factors in the manufacturing process. Delgoshaei et al. [16] provided a list of the objective functions that appear most frequently in the problem description under investigation. An intercellular and intracellular WIP was the most frequently used objective in order because minimizing material transferring movements was the key reason for developing and operating CMS. Even though shifting from job-shop layouts to CMS can minimize material transferring movements, designing or planning a system when the best part routings have not been identified presents a number of difficulties [17,18].
Delgoshaei et al. [16] identified the most significant defects and solutions relevant to material transferring during the designing or scheduling of CMS. They not only summarized problem types such as part routing, bottleneck machine, voids, exceptional elements, dynamic part, and machine underutilization, but also the solution approaches such as strengthening part families and machines, improving process plans, controlling material transferring, machine relocating, and so on.
2.3 Performance Evaluation and Analysis
Performance evaluation and analysis research are inevitable for the continuous development of CMS design. Reliable and efficient methodologies for CMS performance measure and analysis promote cellular design research by providing positive feedback. Studies relevant to analyzing CMS performance can be divided into three categories: simulation-based research, analytical models, and empirical research [19]. The simulation-based investigation still constitutes the major portion of the work in this area, due to the characteristics of the analytical intractability of CMS. However, the analytical models for the performance evaluation of CMS have been frequently implemented in recent decades because the modeling methods have been widely used compared to the early days of CMS research with the development of computing technologies and various algorithmic techniques. The empirical studies such as specific application cases in various industries are needed for understanding CMS practices, which is not easily interpreted by simulation and modeling methods.
In Section 2, the research trends of CMS were investigated based on three categories. In the next Section, five supportive technologies are introduced to facilitate CMS to be a future production platform for SF.
3 Key Enabling Technologies for Smart Manufacturing
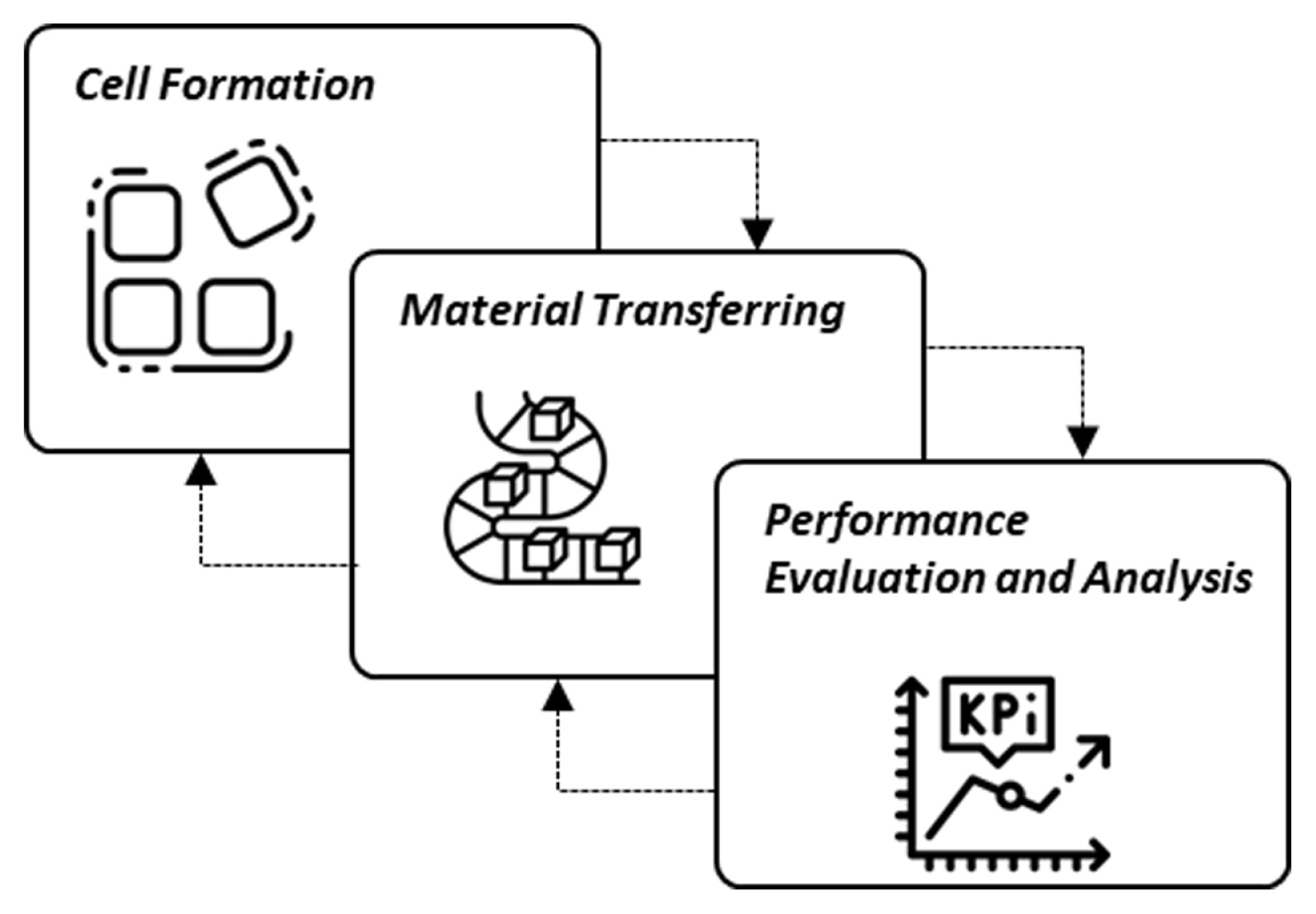
This section describes essential technologies that allow CMS to evolve into a production platform for smart factories. Among the numerous technologies required, five technologies such as digital twins, additive manufacturing, AI-based monitoring and inspection system, human-robot collaboration, and advanced technology for supply chain are selected based on the actual operations of the cellular production systems in an automobile smart factory. Fig. 2 shows the role and relationship of each technology in a smart factory. Basically, SF is controlled through a digital twin-based operation system. In each cell, parts are produced and inspected through additive manufacturing and sensor technology. In another cell, AI-based assembly monitoring and quality inspection are performed. The working environment for operators is improved by human-robot collaboration. Between the cells, products move through the advanced transportation system with optimized schedule and routes.
3.1 Digital Twins
Digital twin technologies have provided automotive manufacturers with opportunities to investigate the lifecycle of resources within the automotive supply chain and predict future conditions by simulating various scenarios in a digital platform and reflecting quantitative and qualitative results back to a physical platform. The opportunities are derived from two key concepts of Industry 4.0, namely vertical integration, and horizontal coordination in industrial digitalization [20]. Significant study has been conducted on the use of simulations to make decisions regarding the productivity of the automotive manufacturers [21], and research and industrial studies have developed to incorporate a digital twin technology [22].
The digital twin technology can be used extensively in the automotive industry from product level to process level, system level, and supply chain level. In this section, the system level digital twin technology is described to facilitate the operation of CMS. According to Monostori [23], a cyber-physical production system (CPPS) consists of independent and cooperating elements and subsystems that are integrated in such a way that, depending on the context, they cover all stages of the production process, from the shop floor to the logistic networks. Through big data analysis, CPPS has been applied not only in the automobiles industries but also in aerospace industries [24,25] in connection with technologies such as additive manufacturing and collaborative robots equipped with sensors to improve smart manufacturing processes.
Zheng and Ming [26] introduced a five-layer smart manufacturing framework by applying it to an automotive body-in-white production system. The framework was made up of supporting technologies, fundamental elements, function modules, operation layer, and business layer, and it was made possible by the ability of various subsystems to work collaboratively as well as the thorough integration of software, hardware, data, and information. Similarly, Zhang et al. [27] proposed a four-layered physics subsystem for an integrated smart manufacturing system consisting of equipment layer, production line layer, workshop layer, and enterprise layer, demonstrating its application using the automotive industry with intelligent equipment such as a high-precision laser sensor and a photo-scanning fault-proof system. Szejka et al. [24] developed a Product Design and Manufacturing Knowledge-Based system (PDMKB) for an aerospace sector using Models for Manufacturing and Semantic Web Technologies. The PDMKB consisted of four layers, including the ontology layer, semantic resolution & alignment layer, application & analysis layer, and data layer. These layers applied to the manufacture of a sheet metal part for the A400M aircraft model. Zhang and Zhu [25] demonstrated a digital twin-driven product smart manufacturing system with the capacity to replicate the physical manufacturing system onto a digital platform and to optimize the machining parameters based on twining data involving applying the production of a fan blade for a turbine aeroengine.
3.2 Additive Manufacturing
Over the last few decades, additive manufacturing (AM), often known as 3D printing, has evolved significantly, showing great potential in high-mix, low-volume manufacturing [28]. In contrast to traditional manufacturing methods, parts are produced by adding material layer by layer according to the cross section of the sliced 3D model. AM’s layer-wise manufacturing approach allows for greater flexibility in the design and optimization of complex components in pursuit of light-weighting, improved reliability, and unique functionality [29–31]. In particular, AM-enabled one-stop production of critical components improves capabilities in mitigating risks associated with supply chain interruptions induced by global crises, such as the current long-term COVID pandemic [32–35].
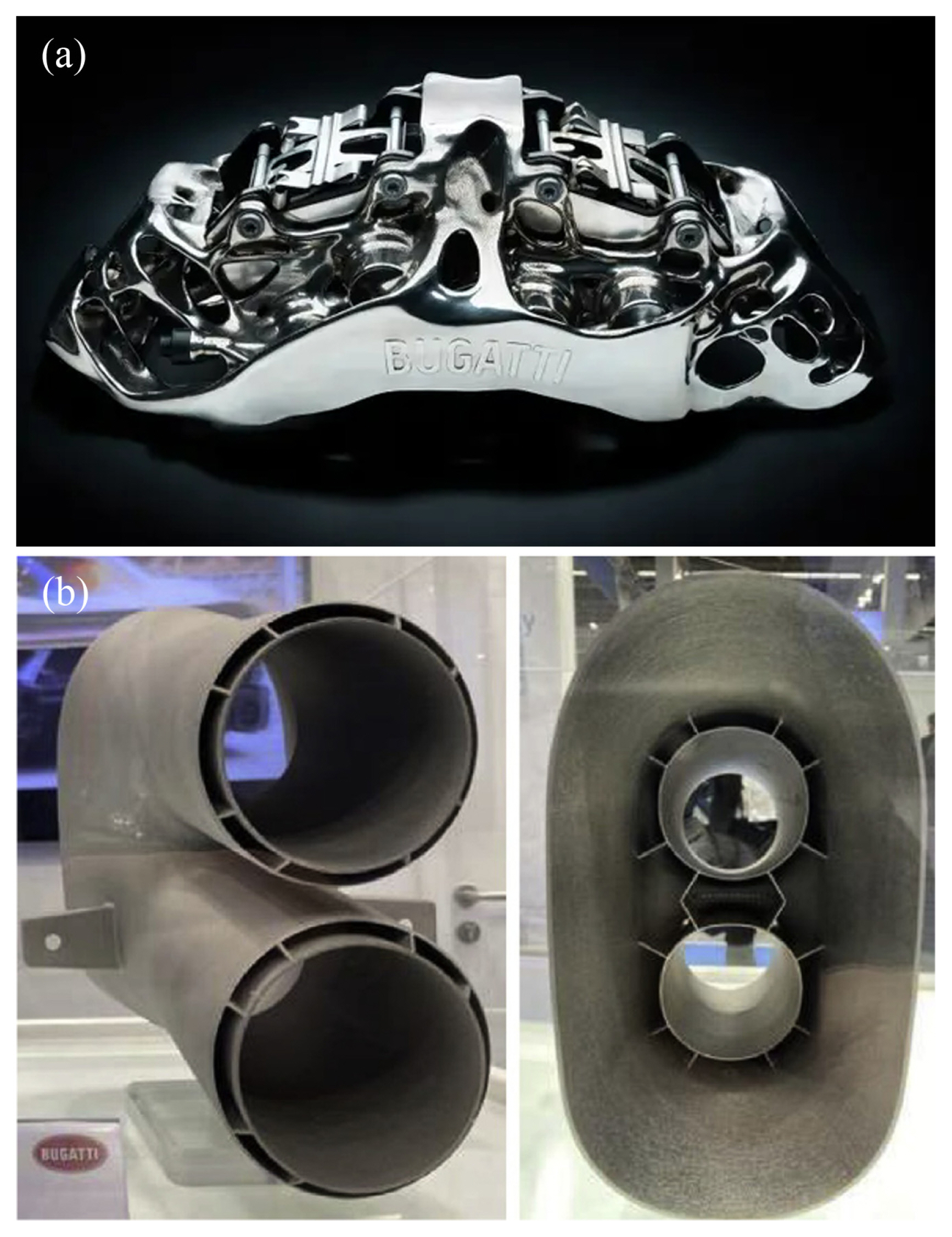
AM offers the automotive industry with significant competitive advantages by shortening product design and development lifecycles, enabling manufacturing flexibility, and creating optimized automotive components and customized vehicle products on-demand [36]. Fig. 3 depicts an additively manufactured brake caliper and an exhaust component, respectively. The key benefit of 3D-printed calipers is that they are lighter than traditionally produced parts. Despite their lightweight structures, 3D printed calipers can withstand extremely high temperatures and stress, satisfying the stringent requirements of the automotive industry.
Despite recent advances, most AM techniques still lacks quality consistency, repeatability, and process robustness [37]. The issues on AM are especially for large-scale metal AM processes including Direct Energy Deposition (DED) and Laser Powder Bed Fusion (LPBF). In-situ process monitoring is needed to identify defects and prevent production failures. In-process adjustments, such as closed-loop control [38], can be utilized to eliminate defects and ensure the AM parts’ quality. Moreover, post-processing (heat treatment, machining, curing, etc.) is frequently required to improve the quality of as-build AM products. In order to manufacture components that fulfil design specifications, it is essential to consider the in-process and post-processing operations during design. Currently, each step in AM process chain is carried out in separate manufacturing cells. And because each cell operates independently without regard to its interactions with other cells, the overall production efficiency is not optimized. To maximize productivity, minimize waste, and maintain product quality, future perspectives for AM in the context of cellular manufacturing require a holistic design approach that can be dissected into each sub-system level, which are detailed below.
The sequence of AM process chain steps can be extensive in both polymer and metal AM technologies. Heat treatment, support structure removal, curing and machining are typically necessary to transform as-built AM components to ready-to-use products. To maximize productivity while satisfying design requirements, the entire process chain must be considered throughout design, from in-process monitoring to all post-processing procedures. Furthermore, in the cellular AM, it is vital to quantify the interdependencies of processes along the process chain and quantitatively capture the contributions of each manufacturing step to the overall product performance. For example, Rosen [39] introduced a Production Chain Map (PCM) approach that can explicitly link the part's design criteria to each stage in the AM process chain. The approach begins with the formulation of the overall design problem, also known as the part-process chain co-design problem. The entire problem is divided into subsystems that represent each stage of the process chain. Because each step can influence the overall performance (tensile strength, fatigue strength, ductility, surface roughness, etc.), the subsystems are coupled. The process chain optimization problems can be solved by multidisciplinary design optimization methods [40].
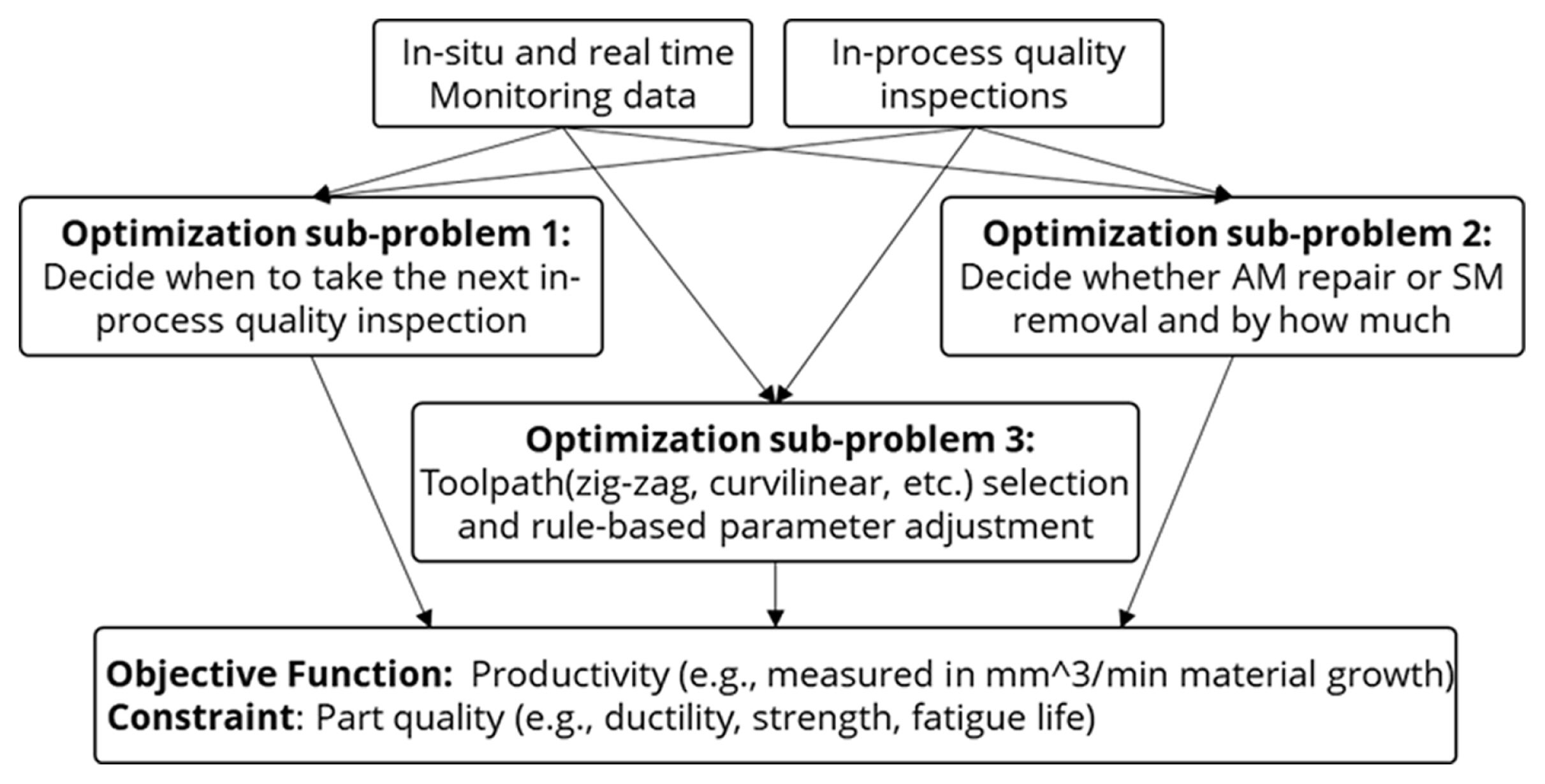
Aside from process coupling in the AM process chain, in-process part quality should be considered. In the large-format metallic AM process (DED or LPBF), subtractive manufacturing (SM) can be used to adaptively remove the defective parts and correct the dimensional deviation in-process. Therefore, further quality deterioration can be avoided, and production failure can be prevented. Coordination between AM and SM is required to determine: (1) where to machine and by how much (depth-of-cut); (2) toolpath for removing different types of defects; (3) when to take the next in-process quality inspections. The self-adaptive decision-making process is described by solving a progressive nested optimization problem, as shown in Fig. 4. Optimal AM performance (mechanical quality, efficiency, energy saving, etc.) in cellular manufacturing can be achieved by incorporating these considerations into the overall design problem formulation.
3.3 AI-Based Monitoring and Inspection System
Artificial intelligence (AI)-based monitoring and inspection systems are used to check and improve the design completeness of parts as well as assembled and finished vehicles. In particular, it is a necessary process for quality assurance from inspection and detection of the product to re-inspection after defect improvement.
3.3.1 AI-Assisted in-Situ Process Monitoring and in-Process Inspections for AM Processes
In most AM processes, the trial-and-error method is utilized to determine ideal process window parameters (e.g., laser power, scanning speed, powder flow rate, hatch spacing, and etc.) in order to produce fully dense and defect-free parts. Even when the same process parameters are used, there are still variances in part quality. The heat accumulation and buildup of residual stress can result in defects such as porosities, cracking, and geometric distortions. The development of AI-assisted in-situ quality monitoring techniques is crucial to tackling this challenge [41].
Extensive research has been reported on vision-based porosity predictions [42–44], and acoustic-based monitoring [45–47] for AM utilizing the state-of-the-art AI techniques. For example, vision information can be used directly to predict porosities, using supervised machine learning (ML) [48] or unsupervised ML approaches [49]. Recent studies on mechanistic property prediction of as-build DED parts based on thermal imaging has also shown great potential [50,51]. Another example is surface monitoring using laser line scanning [52–54], where the laser triangulation method is used to produce 3D point cloud data of part surface. The surface waviness and geometric distortions can be captured in-process and dimension deviations can be corrected to avoid further deterioration of part quality [55].
3.3.2 AI Based Monitoring and Inspections for Quality Check and Enhancement
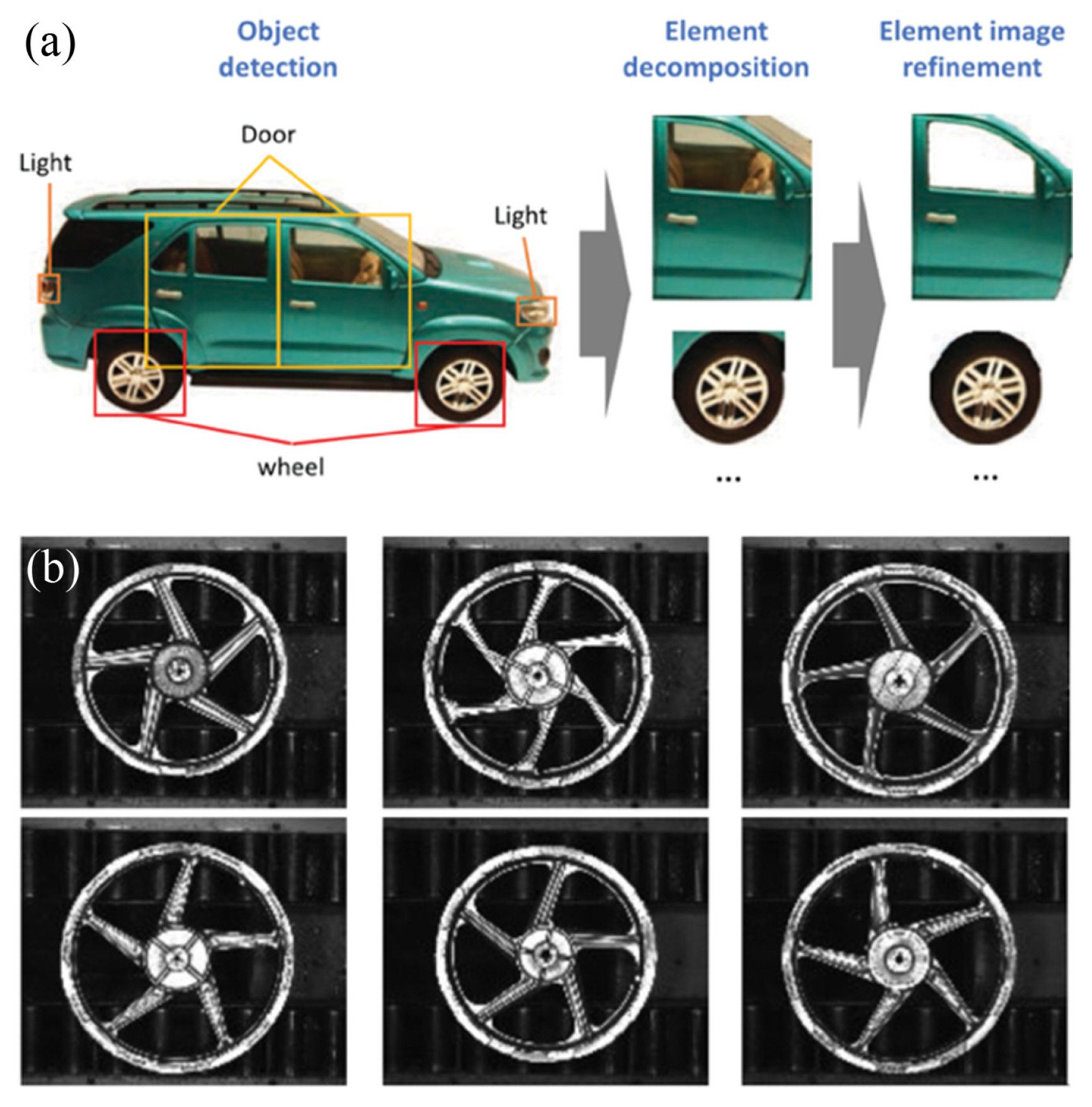
A convolutional neural network (CNN) based visual sorting system was proposed [56] for flexible automotive manufacturing systems. CNNs have been used for image processing [57,58] because complicated features are taken into account and automatically extracted from photos. Cloud edge computing can be utilized to enhance computation efficiency [59], which can achieve an accuracy of 99.91%. Fig. 5(a) shows an example of the image processing process. Fig. 5(b) indicates some images in the dataset of the classification algorithm.
In the production of window frames, a web-based vision-based inspection system was introduced for thermoplastic hot plate welding [60]. Using techniques like edge detection and Hough transform, the weld angles and the squareness of the final frame were used to train the algorithm, resulting in a model with a measurement accuracy of at least 98%. These techniques have also been applied to other manufacturing processes, such as steel [61] and bottle [62].
A Bayesian time-series model was applied to industrial robotic tasks [63,64], permitting continuous and real-time detection of deviations from nominal executions. In this study, a robot was set up to execute a simple alignment task, where an object had to be aligned to one side of a rectangular workspace.
A sticky-Hierarchical Dirichlet Process Hidden Markov Model (sticky-HDP-HMM) [65] was used to learn the force/ torque signature models for all the steps in the task. The signature models were then used online to detect and classify errors. Applying the method to validation trials yielded an average of 91% correct classifications.
AI-enabled monitoring can also be used for online and incremental learning. The state-of-the-art vision and acoustic-based in-situ monitoring could achieve high defect prediction accuracy by employing cutting-edge deep learning techniques. However, existing methods require a large amount of training data, and training is typically conducted on offline, which is time-consuming and inflexible in the case of process changes. To ensure good performance and reliability when applying to different materials, equipment, or process settings, the models must be re-trained and re-optimized, which is costly and time-consuming. Therefore, it is necessary for the algorithm to dynamically adapt to new patterns in the data. Since it does not need a significant amount of data to be trained to an operational level, the online or incremental learning approach [66] offers an effective way to conduct quality inspection.
3.4 Human-Robot Collaboration
Much of the automobile production process has been automated, but in general, the final assembly automation rate is still only 5 percent [67]. To increase the assembly automation rate, a collaborative robot (Cobot), known as Human-Robot collaboration (HRC) has been introduced [68]. In the manufacturing process, humans and the automated system works closely to improve flexibility, changeability, and efficiency of individual complex processes, especially for robot serves as intelligent assistant. Cobot is widely used in the industry, such as assisting human assembly or disassembly of the components, welding, grinding, inspection, as well as a safety control. In order to achieve the rapid product updates and ensure the product quality, HRC has been the most acceptable and recognized technology in the industry field [69–72].
In the model of HRC, the role of humans in manufacturing is to control and monitor robots, while the robots are carrying out the tasks from the instruction of the system to assist the interaction with people. Those are the two different respective expertise working in the same area, avoiding the barrier between humans and robots [69].
Cobot can also be used for nut assembly [73]. The test explored the feasibility, applicability, and benefits of using Cobots in the nut assembly on a wheel hub, helping the productivity of the production system and efficiency in the automotive industry and reducing the workload of manpower. Cobots are less functional in service if compared with industrial applications. It pays attention to human-machine cooperation and common development, in terms of no quality affected. Cobot can also be incorporated with a Mobile based into one system as a mobile Cobot to safely perform manipulation of heavy loads (up to 100 kgs) in an industrial environment [73].
Cobot technology is already existing technology on the market, it conducts physical Human-Robot Interaction (pHRI) in a shared environment and effectively takes down the barriers that separate humans and robots. Mobile Robotics (MR), a different technology that has been widely used for logistics and loading without pHRI for decades, is also a technology that has been used by industries. MR is a very functional technology that makes it simple to command a machine even if users do not have a programming background [74].
Therefore, HRC is vital in the vehicle business, which relies heavily on operators. It not only handles heavy objects continually, freeing workers of manual labor and lowering the need for personnel but it may also be assigned to dangerous and repetitive tasks to reduce the chance of repetitive strain and accidental harm.
3.5 Advanced Technology for Supply Chain and Logistics
Digitalization and automation of supply chain and logistics are requisite for an automobile smart factory. Especially, a seamless and flexible inbound logistics system is crucial to enable flexible and resilient production systems in future manufacturing. Automated guided vehicles (AGVs) are the main components of autonomous warehouse system since AGVs can change logistics companies’ practices such as picking and loading [75].
Michael Henke et al. [76] proposed innovative AGVs usage by introducing a concept of infrastructure-less logistics. They addressed that the logistics system did not require investment for infrastructure such as warehouses. Instead, they suggested that innovative and modular systems that were easily set up and dismantled did not adopted. By using the innovative AGVs, loading jobs in warehouses can be dealt with efficiently without scaling up the space size. This is because the vehicles can calculate automatically a new inbound logistics route when the information about load carriers or storage location changes.
Another technology keyword for future supply chain management is the decentralized control in production and logistics. The necessary developments aim to establish a connection between flexibility and decentralized autonomous control. Planning in maintenance and production cooperation based on partnerships is a crucial prerequisite for intelligent production systems. Using sensory and operational data, it is possible to predict approaching machine breakdowns. Utilizing AM technology, spare components can be generated directly at the site of demand. The decentralized machine intelligence enables autonomous responses, such as job rescheduling in the context of critical system conditions. For autonomous supply-chain networks, simulation software is utilized to predict disruptions on the transport routes and to select an optimal alternative.
Fragapane, G. et al. [77] introduced intralogistics with Autonomous Mobile Robots (AMRs) for decentralized logistics. The intralogistics was to optimize, integrate and manage the logistical flow of information, material goods, supply chain and production and distribution within a fulfilment or distribution center. Currently, AMRs are being implemented in numerous intralogistics operations, including manufacturing, warehouses, cross-docks, terminals, and hospitals. The sophisticated hardware and control software permit autonomous operation in dynamic conditions. The decision-making process may be decentralized when AMRs autonomously interact and negotiate with other resources such as machines and systems.
AMR-based flexible production networks were found to be more advantageous than traditional production lines under the conditions determined by Fragapane, G. et al. [78] using an analytical model that was developed and validated for a throughput study. To prevent congestion, the proposed model used multiple crosses and utilized both the flow and the load/ unload phases. It also used a circular loop between workstations and inter-operational buffers.
The five aforementioned technologies are important to support CMS and SF: (1) Digital Twins organically connects and controls SF, (2) Additive Manufacturing helps flexible production by designing and producing automotive parts on the spot, (3) The AI-based monitoring and inspection system contributes to quality improvement by checking the assembly and quality of the product, (4) Human-robot collaboration improves the working environment by reducing the work burden on operators, and (5) Advanced supply chain and logistics technology help efficient scheduling and movement by automating and optimizing the movements between cells.
4 Smart Factory Level Definition
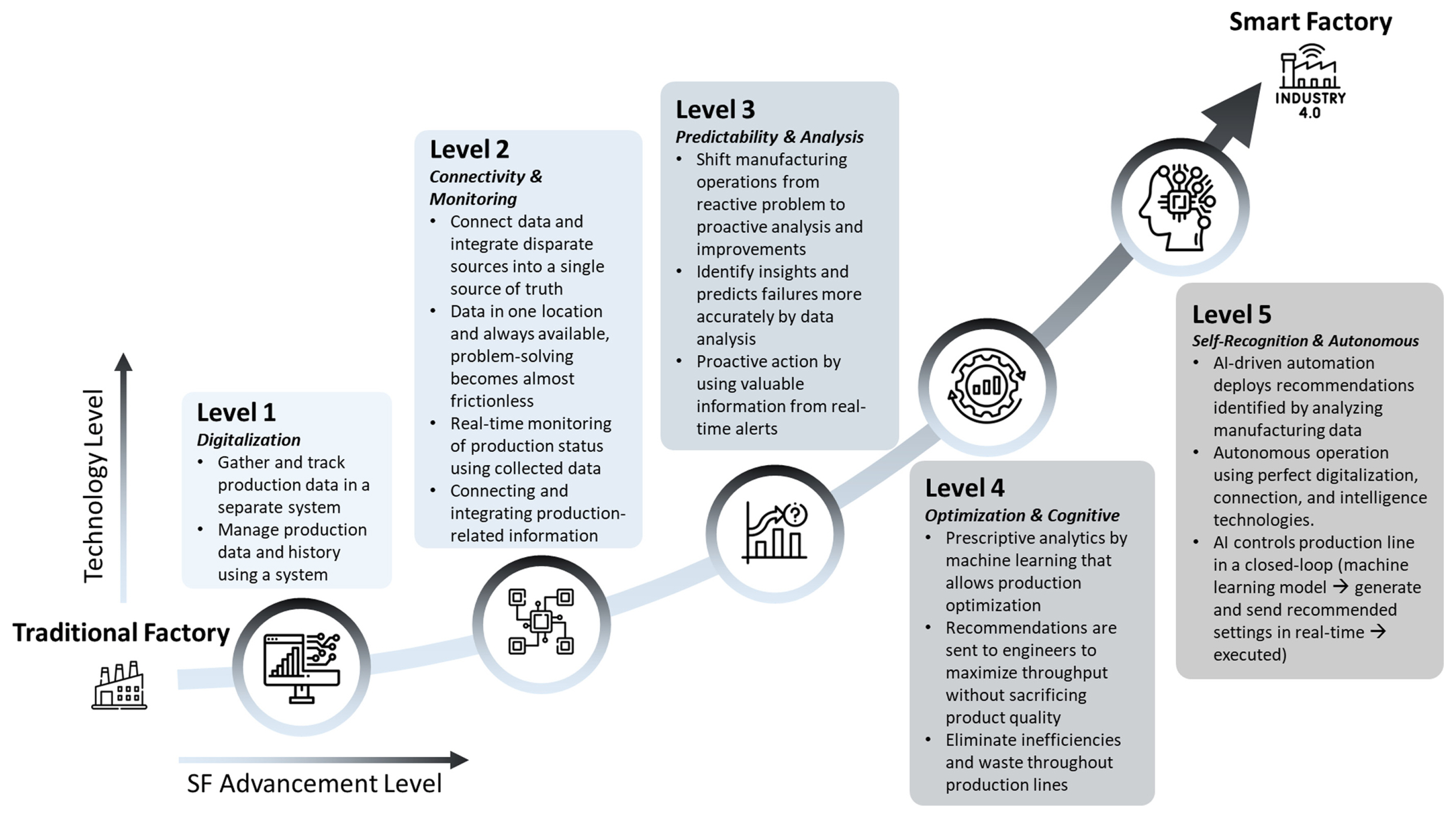
Based on the literature review, it is evident that CMS-based production platforms and relevant five state-of-the-art technologies are necessary to facilitate smart manufacturing systems in the automotive industry. And the enabling technologies for smart manufacturing have common features and keywords that can be classified by the technological degree of the smart manufacturing. Based on the keywords, the 5-level framework is proposed to implement Smart Factory (SF) in the automotive industry. Five SF levels are defined as (1) digitalization, (2) connectivity, (3) predictability and analysis, (4) optimization and cognitive, and (5) self-recognition and autonomous. The digitalization in Level 1 is to gather and convert production data and information into digital platforms. The connectivity in Level 2 means connecting and integrating data into a single source. Using collected data, real-time monitoring can be feasible in a production system. The predictability in Level 3 is to predict failures and issues in advance, and avoid setbacks as much as possible. In Level 4, the optimization is to maximize utilization, throughput, and flexibility while minimizing time, cost, and inventory using cognitive algorithms and prescriptive analytics. The keywords of self-recognition and autonomous in Level 5 mean the AI-driven full automated factory. Decision and control can be conducted without an intervention of engineers. Fig. 6 shows the selected keywords and descriptions to materialize smart factories depending on the levels. And, detailed descriptions and explanations of SF operational characteristics, required technologies, and application cases are shown in Table 1.
The 5-level SF framework allows us to understand the characteristics of the technology required according to the keywords in each step and what role the technology should play at each level.
5 Closing Remarks and Future Direction
In this paper, we reviewed research on Cellular Manufacturing System (CMS), which can be a future production platform in the automotive industry. Five key enabling technologies to support CMS are identified: (1) digital twins can be utilized for smart factory operation systems by providing and receiving data from physical sites to digital models; (2) additive manufacturing extremely increases the freedom of parts and product design, so it can reduce the product development lifecycles, and customize vehicles on demands; (3) AI-based monitoring and inspection systems are used to check and enhance the quality of parts and products; (4) human-robot collaboration can help operators address difficult and challenging works that should be conducted by humans. (5) advanced supply chain and logistics are needed to operate smart factories efficiently by lowering time and cost for material inventory and movement.
In the proposed SF levels, assets such as production data and information are digitalized at level 1. Real-time monitoring of the status of the production can be conducted because these assets are organically connected in level 2. On the basis of various algorithms and data processing methods, asset analysis and prediction are possible in level 3. In level 4, everything starts to be optimized, and in level 5, full automation takes place in which all SF assets recognize their status and devise and execute solutions on their own.
In this research, other Industry 4.0 terminologies such as industrial Internet of Things (IIoT) and cloud computing are not discussed in detail. Moreover, their relationship was not investigated. The smart CMS concept combining both IIoT and cloud computing will be addressed in future research.
Many automakers have yet to implement smart factories for mass production. In order for smart factories to completely replace existing factories, a number of state-of-the-art technologies must be applied over a long period of time. To rapidly improve the current level of technology estimated to belong to levels 2 and 3, core technologies will need to be studied following the keyword trend of a higher SF level. The SF level framework can assist research and industry practitioners in identifying the technology-level-based roadmap required for the long-term implementation and development of smart factories.








 PDF Links
PDF Links PubReader
PubReader Full text via DOI
Full text via DOI Download Citation
Download Citation  CrossRef TDM
CrossRef TDM



